透视塑料车灯| 双色注塑有多重要?
已有人阅读此文 - -
双色注塑是当今比较时兴的优秀注塑加工方法之一,为商品生产加工出示了更有意义的节省发展潜力及全新升级的设计方案概率。文中关键讨论双色注塑发展趋势现状分析发展趋势,尤其关键详细介绍在轿车车灯运用的状况。
多色多原材料注塑成型就是指在一个生产制造工艺流程或一个生产制造模块内把数种塑料组成智能构件。这类技术性是运用多种多样原材料开展注塑生产,并在橡塑制品过程中将不一样原材料的特点紧密结合开展安装或其他合适粘接的方式,以提升商品的多功能性和美观大方度,为商品生产加工出示了更有意义的节省发展潜力及全新升级的设计方案概率。
文中关键讨论现阶段领域较为时兴的双色注塑的发展趋势现状分析发展趋势。归功于双色注塑机商品具备多元化的设计方案优点,现阶段已被普遍应用在手机业、制笔业、汽车行业、家电行业、手专用工具业及日用具业等诸多行业,文中以汽车行业为意味着,详解双色注塑技术性在轿车车灯行业的运用,尤其是各种各样注塑加工难题的解决。
多色注塑加工的必备条件
多色注塑加工的匹配原材料务必考虑2个基础兼容标准,分别是黏合相溶和生产过程相溶。
多色注塑加工对注入机器设备也明确提出了新的规定。就射出模块来讲,可�用平行面同方向、平行面对向、水准及竖直L型、Y型同方向双缸射出构造。就混和射嘴来讲,可挑选纹路、波浪纹、气痕、银渐层、隔层等独特射嘴。就夹模来讲,可挑选基本型、竖直旋转式、水准旋转式、传动轴式、机械臂旋转式等组织。就投料来讲,除规范油压马达驱动器外,还可出示ESD(ElectricScrewDrive)电动式投料构造。就油道来讲,可出示ACC蓄压髙速射出及闭控制回路设计方案。
多色注塑加工成型首要条件之一是电脑上管理程序的不稳定性。由于即便是同样种类的混色商品,假如�用不一样的冲压模具,就务必配搭不一样的电机控制程序流程。顾客在选购多色塑料机以后,假如碰到新的冲压模具,出色的混色塑料机经销商可快速对目前机器设备开展更新改造升級,使之合乎注塑加工规定。
技术性重大进展
融合近些年国外关键展览会的观查,欧美国家生产商在多色注塑加工成型行业除开传统式的混色商品,如轿车车灯、中央空调控制面板、电视机边框等之外,已提高至好多个基础成型技术性的“组成”展现,如两色成型加模内贴标(IML)、两色成型加模内组成(IMA)、两色成型加迭层模(StackMold)、两色成型加IML加IMA加迭层模、两色成型加隔层射出等,这种都能够在一部塑料机上进行。因而,多色注塑加工技术性越来越受高度重视,并且不只展现多色技术性,还务必与其他技术性融合,造就高些的经济效益,这就是下一阶段业界务必挑戰的总体目标。
车灯的混色成型技术性
伴随着社会经济的发展趋势,汽车产业变成我国的主导产业。当今汽车产业的迅猛发展对轿车照明灯具明确提出了愈来愈高的规定。
轿车照明灯具品质的优劣对安全驾驶十分关键,因而当今社会世界各国的政策法规都对轿车照明灯具拥有 严苛的规定。照明灯具的设计方案不仅要合乎政策法规上安全系数的规定,也要考虑一些其他层面的规定,如外观要以全部轿车的外观融为一体,美观大方好用,合乎流体力学的规定,使司机和旅客觉得舒服、便捷。因而,车灯的设计方案技术性也伴随着汽车产业的发展趋势而日新月异。
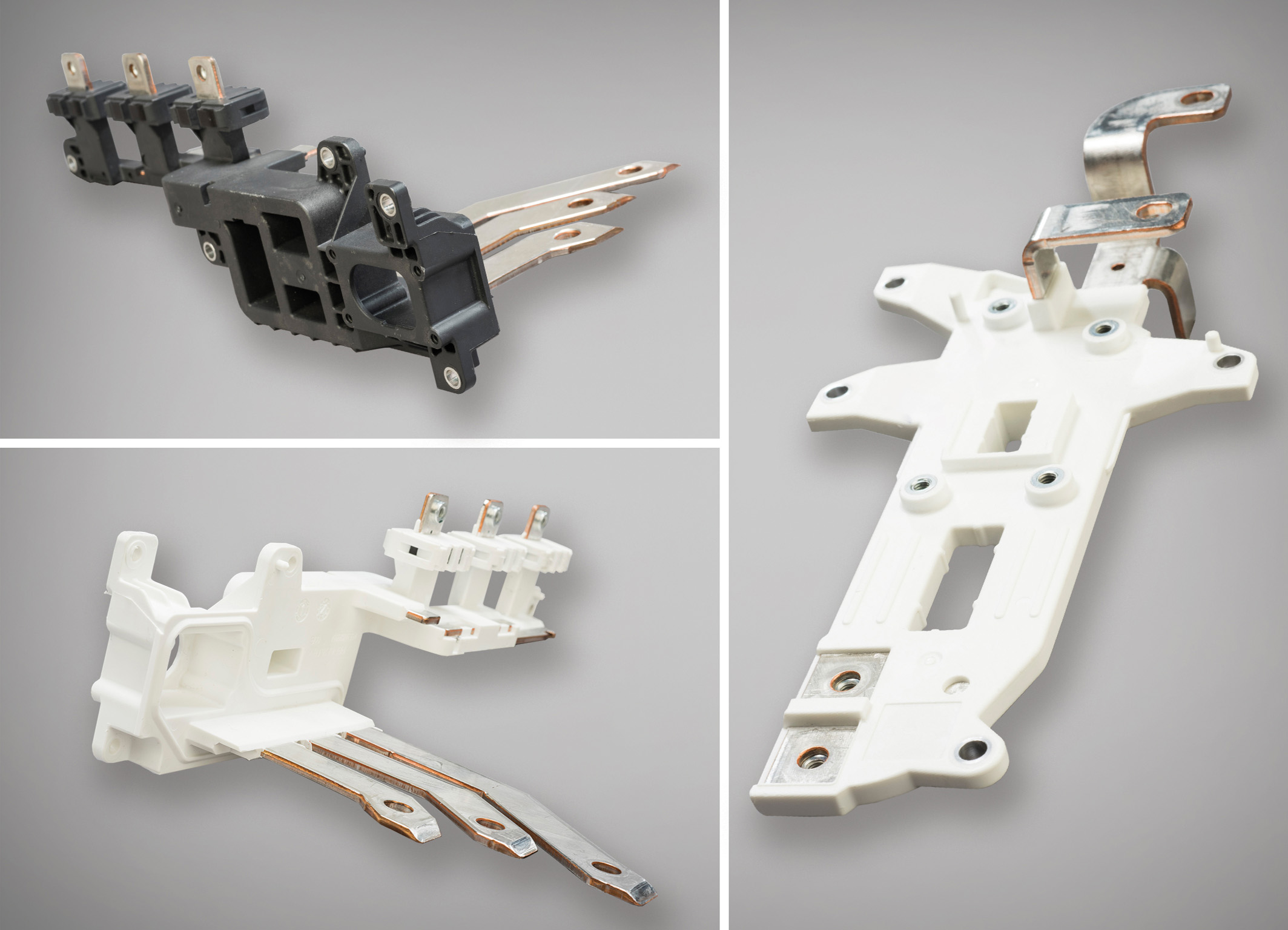
车灯的材料与加工工艺特性
车灯一般由基座与灯罩构成,基座的原材料一般 为热固性塑料原材料――BMC(块状模塑料),灯罩则可由PMMA、PP、ABS等原材料生产加工而成,一般 为二色或是三色。在两色车灯生产工艺流程层面,尤其应留意的是双色注塑机射出一部分,二只螺杆的管理中心距与双色模具的管理中心距应相对性应。此外也有下列关键几个方面必须提升留意:
1、车灯平稳成型的危害原素
(1)操纵模块回应:转换点太长、噪音影响、指令輸出不稳定、温度不稳定;
(2)汽压系统软件的噪音:工作压力不稳定、闸阀精准定位品行、迟缓、输油管减振转变;
(3)机械结构的差别:骨架密封内泄、减振、摩擦差别、螺杆止回阀精准定位、止逆实际效果;
(4)熔融不匀:熔融品行差别;
(5)模温操纵。
2、车灯后尾灯专用型塑料料管组设计方案疑难问题
(1)螺杆高转速不入料;
(2)螺杆所需扭矩过大没法转动;
(3)塑料未彻底溶化;
(4)螺杆计量检定不稳定;
(5)塑料混炼胶不匀;
(6)超低温成型塑料易升温;
(7)成型品内有汽泡;
(8)成型品内易吐黑变黄;
(9)螺杆易浸蚀、摩耗,应用周期短。
3、螺杆料管组关键设计方案关键
塑料熔融螺杆料管组是射出成型机的心血管部件,承担塑料原材料的运输、熔化、混炼胶、计量检定等作用,故塑料熔融螺杆与成型品的品质密切相关。
改进熔融螺杆的关键目地是为了更好地:
(1)提升裁切混炼胶功效;
(2)匀称混炼胶;
(3)提升熔融工作能力;
(4)保证熔胶温度匀称性。
4、后尾灯专用型螺杆设计方案关键
(1)L/D比:21~23;
(2)粗糙度需极光洁,防止跑料;
(3)提升电镀工艺层薄厚耐蚀性;
(4)发动机压缩比:2.3,进料段:约50%,缩小段:约30%,计量检定段:约20%。
5、车灯射出欠佳防范措施
(1)烧糊―减少射出工作压力,多段降速射出、模貝真空包装;
(2)银纹―完全风干塑粒,提高凝汽式,减少熔胶温度,减少弹速;
(3)汽泡―提高凝汽式,减少熔胶温度,�用去湿式干燥机设备,扩大进胶口或过流道规格;
(4)融合线―提高熔胶温度,提高填充速率,提高排气管和模温;
(5)毛刺―提高锁合模力,减少填充工作压力,减少熔胶温度;
(6)缩水率―均厚设计方案,提升保压工作压力及時间,拆换止逆阀。
伴随着大中型双色模具技术性的提高,�用竖直轮盘构造的两色机在应用上遭受局限性,为了更好地进一步加强两色机的核心竞争力,繁荣富强鑫集团公司产品研发二平板式水准轮盘两色机,并于2014年台北市国际性塑料工业生产展(2014TaipeiPlas)展览会上初次现身,展览该系列产品型号的中小型多色注塑加工成型机HB-350R,此机锁合模力做到350吨,是现阶段世界各国极个别的水准红外对射两色机之一。
来源于:塑料技术服务