
航空复合材料自动化生产的未来:热固性or热塑性塑料?
已有人阅读此文 - -目前原始设备制造商和供应商在探索下一代飞机的材料和工艺时,有两种不同的方法正在进入视野,第一种是干纤维预制件的液态成型,例如,在苏格兰Spirit AeroSystem的高速树脂传递成型(resin transfer molding,RTM)生产线中,以及在空中客车公司主导的明日之翼(Wing of Tomorrow,WOT)项目中,该项目使用了自动放置非卷曲织物(noncrimp fabrics,NCF)和液体树脂灌注,然后在烘箱中进行高压釜(out of autoclave,OOA)固化。
第二种是采用热塑性复合材料(thermoplastic composites,TPC),例如,在Clean Sky 2项目多功能机身演示器(Multifunctional Fuselage Demonstrator,MFFD)中,使用自动纤维放置(下半部分现场加固,上半部分通过高压釜固化)制造硬化蒙皮,然后通过焊接进行组装。这些程序使用自动化来提高生产率和质量,同时降低成本。但这两种技术究竟孰优孰劣呢?
德国航空航天中心(DLR)结构和设计研究所在奥格斯堡设有轻型生产技术中心(ZLP)。在众多复合材料制造项目中,PROTEC NSR和Fast Lane RPB提供了一个独特的机会,可以分别比较双通道空中客车A350的液态模塑热固性后部压力隔板(rear pressure bulkhead,RPB)(图1)和单通道空客A320的热塑性RPB。这两个项目都与这些结构的一级供应商Premium Aerotec Group合作,并在评估周期时间和成本的同时演示了自动化。
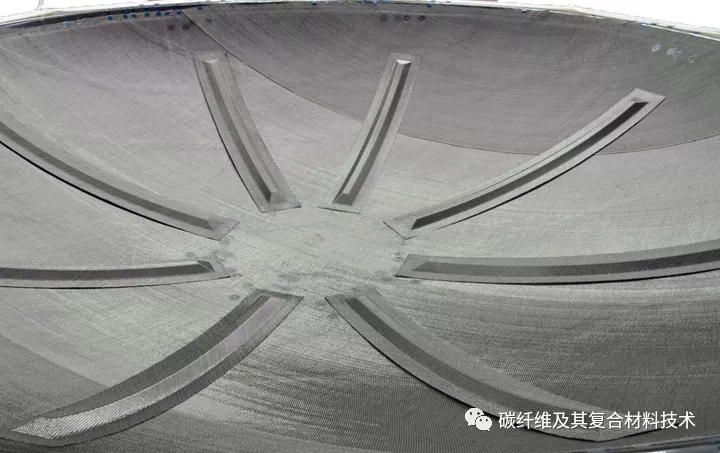
图1 液态模制后压力舱壁的干碳纤维预成型件
液态模塑热固性隔板
预制件和夹具:制造真空袋装干燥预制件的工艺步骤如下图2所示。通过采用空客专利技术——真空辅助工艺(vacuum assisted process,VAP)向其中注入RTM6环氧树脂,该工艺采用半透膜降低孔隙率。预制件叠层包括两组16层,最长5米,使用5束缎纹碳纤维织物的整个宽度1.27米。在这两个装置之间嵌入了25个复杂形状的加强件,尺寸达到1.5×2.5米,上面放了八根桁条。

图2 PROTEC NSR的工艺步骤,用于制造干式预成型坯:(a)切割材料;(b)(d)将材料运输到机器人小室;(c)增强层和(e)结构层的切片识别、拾取、覆盖和应用;(f)更严格的整合;(g)工具侧和(h)B侧外部辅助材料的真空装袋。
在该过程中开发能够在铺盖和处理方面达到必要精度的工具和夹具是最大的挑战之一。部分原因是由于复杂的层混合需要三种不同的悬垂机制:
其一、直接从辊子上施加必须适应模具形状的全宽材料。
其二、大面积结构铺层的悬垂,其中两个机器人协作,每个织物边缘一个,以拾取并创建模具的目标几何形状 以确保贴合前无皱纹。
其三、适用于1.5到2.5米的小型异形铺层。
对于协作机器人,专家开发了末端执行器,其中包含六个通过球形接头连接的模块,这使得末端执行器可以类似于蛇的方式变形,从而符合模具的目标几何形状。集成的加热装置可在织物运输和成形过程中激活粘合剂,一旦放置便保持其3D形状和位置。
对于小形状的层在高达1.5×2.5米的地方,开发了第二种抓取器,该抓取器使用了127个配有真空抽吸装置的模块进行拾取(图3)。此夹具在2D状态下拾取材料,然后将其弯曲到目标几何形状,但它必须决定要固定的127个模块中的哪个,以及要滑动以将2D层转换为3D形状的模块。因此,它与手的悬垂工作方式非常相似。


图3 末端执行器具有一个抓取器,该抓取器使用127个配备有真空抽吸功能的模块来拾取切下的织物层,然后转变为3D形状,然后在放入模具之前对其进行加热
在线检查:模块化夹持器中的光学传感器监测悬垂过程。放置层板后,末端执行器将结合徕卡T-SCAN和基于PrimeBaseTM照相机的纤维角度测量系统检查质量。测试过程中首先测量了纤维角度,并与CAD文件进行了比较,然后测量了每一块的边缘,并对照CAD文件检查了其位置。
纵梁和真空袋:完成预制件后,将八个加强筋(纵梁)连接到顶部。为此,开发了多运动夹持器,并将其应用于真空袋辅助材料。该夹持器由三个独立的6自由度小型机器人和一个刚性臂组成,全部安装在工业6自由度机器人的中心法兰上。
真空包装辅助材料——剥离层、穿孔离型膜和树脂流动介质(工具侧辅助材料)——预先切割和预连接,设计用于放置位置。它们不需要叠起来,只需要放置即可。预制的半透膜通过带有“伞状”机构的末端执行器以半自动方式应用,而粘性胶带和外部真空袋的放置仍然是手动的,但也可以自动化。
周期时间和成本:最大的挑战是构建基于人工智能(AI)的模块化制造执行系统(manufacturing execution system,MES),以监控流程链。在整个过程中必须建立数据管理系统,将完全不同的流程整合在一起,然后利用MES通过一个数据交换端口进行指挥。PROTEC NSR技术于2019年1月通过制造全尺寸演示器得到验证,并在2019年年中达到TRL 5-6的成熟度水平。与PAG目前最先进的工艺相比,这种自动化工艺链将轧制布料应用的周期时间缩短了58%,切割层的选择和放置减少了50%。这些业务的制造成本分别降低了11.5%和31%。
热塑性RPB
该项目始于2018年,由PAG和Institut für Verbundwerkstoffe研究所合作,以展示热塑性复合材料在大型零件和主要结构中的可能性,RPB并不是真正的主要部件,因为它的机械要求没有机翼或机身那么高,但它显示了对于大型、扁平、略微弯曲的结构是可能的。在短短四个月内,便开发了一款A320 RPB演示机,并将其作为如何将现有铝结构转换为热塑性复合材料的示例。
该演示使用Cetex碳纤维织物/聚苯硫醚(PPS)有机板(Toray Advanced Composites)和电阻焊。焊接的两个表面之间的电阻元件产生热量并留在焊接结构中。GKN Fokker几十年来一直使用这种技术来生产飞机起落架门和固定前缘。对于这架A320 RPB,ZLP团队使用了CF电阻元件,而不是传统的不锈钢网。
由于热塑性复合材料RPB的价格相同或更便宜,但材料要贵得多。因此,通过自动化而降低生产成本是关键,使用八个相同的花瓣部分也是关键。热成型作为一个单独的部分将需要一个非常大的压力,这会太昂贵。热塑性塑料压制成型的自动化程度高于热固性复合材料。主要使用匹配的金属模具,但恒定的温度是主要问题,但这也使自动冲压周期非常快。演示器RPB的整体处理步骤如图4所示。
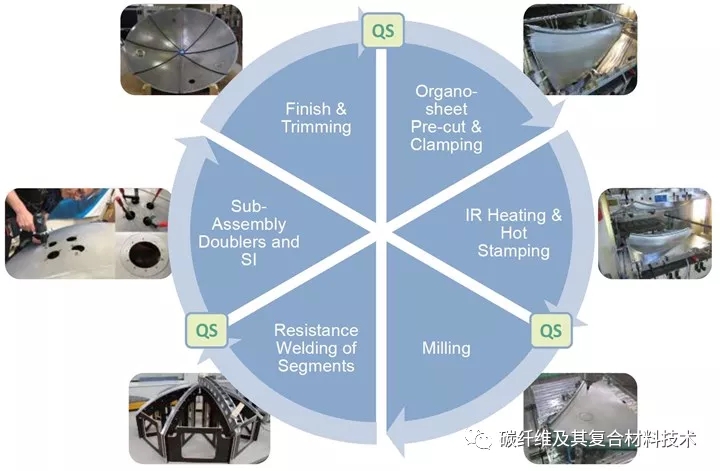
图4 热塑性RPB,其工艺步骤用于生产八段(底部)印模成型CF / PPS有机板,然后通过电阻焊接将其连接起来以形成演示器A320隔板。
整合质量检查:使用一个标准试验台制作多个焊接样品,测量电流、电压和温度,然后用超声波检测(UT)对它们进行了检查,并得出了工艺参数和良好固结度之间的相关性。还建立了一个过程模拟,将焊接过程中获得的数据与建立的初始基线进行比较。
自动化和循环时间:整个过程非常快,达到了汽车零部件的规模。在2019年的评估中实现了TRL3,并且已经成熟到TRL4。将在2021年底实现TRL6。在疫情大流行之前,PAG曾表示将在2021年前将热塑性RPB投入生产。虽然未来还不太明朗,但热塑性RPB仍然被视为“未来的机身”,重量从41公斤减少到35公斤,加工和装配时间减少75%,整体零件成本降低10%以上。
TS和TP复合材料对比
热塑性塑料的加工速度如此之快,以至于可以比铝便宜,甚至可以达到每月100架飞机的生产率。RPB既适用于热塑性焊接,也适用于自动化。相比之下,干纤维,液态模制的RPB自动化成本更高。
但是,这种自动化只有通过实现部分子流程自动化来获得真正的收益,例如,通过自动化辅助设备,可以在大约一个小时内完成真空装袋,大约比手动过程快10倍。但是,成本是实施此类改进的主要障碍。对于一个零件如RPB,数字工具、机器人和开发的成本太高了。但是,如果可以开发一种模块化的方法,并将该系统用于许多零件,那么成本可能会控制,从而在减少时间和人工的情况下可以负担得起。
虽然截止目前仅仅对比了热固性和热塑性复合材料成型工艺,但是对两者复合材料的结构还没有进行详细对比,因此未来目标是证明热塑性焊接线也具有飞机机翼和机身所需的性能,并且,对于大型集成液体成型机翼也必须表现出这种性能。这正是MFFD和WOT程序要完成的任务。







