
塑料激光焊接及其运用
已有人阅读此文 - -伴随着翠绿色环保理念在全世界工业化生产中的落实及其产品成本操纵层面的考虑到,塑料做为一种特性出色的能再生非金属材质,被日益普遍地运用在各领域的零部件设计方案、生产制造上,传统式的金属材料部件愈来愈多的被有着一样工作中特性的塑料部件取代,另外对塑料零件中间的焊接联接技术性和焊接品质也明确提出了高些的规定,这种转变为激光焊接技术性在塑料原材料行业的运用出示了突破口。
传统式塑料焊接常见的方式
● 超音波焊接
超音波焊接法根据机械设备高频率震动而产生接缝处。待安装的部件充压夹紧于震荡超声波模具和固定不动超声波模具中间,随后与表面呈斜角,接纳頻率为20~40KHz的超声波震动。更替式高频率地应力在接缝处页面处造成发热量,进而产生高品质的焊接。
用以这一加工工艺的专用工具十分价格昂贵,因而,适合在总产量很大时选用。主要用途包含在双头机里焊接医疗器械常用的闸阀和筛检程序流程、盒体、轿车部件、吸尘机机壳等。
● 磨擦焊接
热塑性塑料磨擦焊接(也称之为“转动焊接”)与金属材料焊接的基本原理同样。在这类焊接加工工艺中,将一片板材固定不动,另一片板材以可控的角速度转动。当部件压合在一起时,磨擦热造成 高聚物熔化,制冷后即产生焊接。磨擦焊接能造成优质的焊接品质,焊接加工工艺简易,可重复性强,仅合适于最少有一个部件是环形且不用视角两端对齐的主要用途。
● 震动焊接
震动焊接也称之为线形磨擦焊接。俩件热固性部件在适度的工作压力、頻率和震幅下互相磨擦,直至造成充足的发热量使高聚物熔化已经。震动终止后,部件相互两端对齐,熔融的高聚物干固后产生焊接。
此焊接加工工艺关键优势取决于能髙速焊接大中型繁杂线形部件。其他优势包含:能另外焊接好几个部件,焊接专用工具简易,基本上能焊接全部热固性原材料,关键用以轿车和电器产品领域。
● 发热板焊接
针对塑料紧密连接而言,发热板焊接是非常简单的大批量生产技术性。高溫热板夹于待接缝处的表层中间,直至变软已经。这时,将发热板抽出来,两表层在可控工作压力下迎合,维持一段特殊的時间后合在一起。随后,让熔化表层制冷,产生焊接。焊接专用工具或加温部件装有内嵌电热水器,以防止塑料黏连于焊接专用工具上。
多种多样日常用具都选用这一焊接加工工艺,比如:吸尘机机壳,全自动洗衣机和水槽洗碗机部件、刹车油汽车油箱、后灯、显示灯等轿车部件。发热板焊接法的缺点取决于焊接速率比较慢。
● 热流焊接
热流焊接法运用加温的气旋(一般 为气体)将热塑性塑料板材和热塑性塑料焊丝加温和熔融。板材和焊丝熔化后产生焊接。为保证合理焊接,务必在焊丝上释放适度的溫度和工作压力,还应保证适合的焊接速率和焊机部位。适用范围包含化工品储存器皿、通风风管和汽车后保险杠等注塑产品检修等。N2用以co2比较敏感的原材料,如高压聚乙烯;co2则产生高些的焊接抗压强度。
这一焊接方式 的关键优势取决于能焊接大中型、繁杂的部件,可是焊接速度比较慢,焊接品质彻底取决于电焊工的专业技能。
● 嵌入焊接
在嵌入焊接中,最先将金属材料镶件夹在待接缝处的部件中间,随后根据磁感应或电阻器方法加温。选用电阻器焊接时,规定沿接缝处置放电缆线将电流量传输到嵌入件中;选用磁感应焊接的时候不用这类方法。嵌入焊接法已用以焊接大中型部件等的繁杂接缝处,包含汽车后保险杠、纯电动车和游船船壳等。
塑料激光焊接
● 塑料激光焊接基本原理
最常见的激光焊接方式被称作激光器散射焊接,最先将2个待焊接塑料零部件加压力夹在一起,随后将一束中短波红外线区的激光器定项到待粘接的位置。
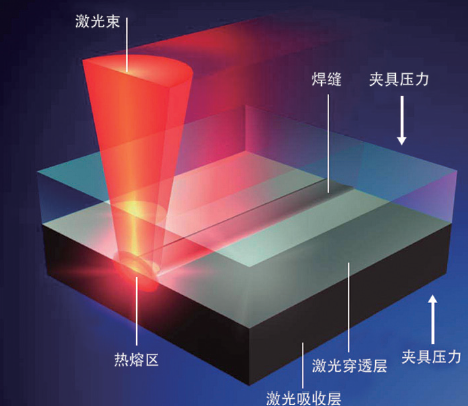
图1 塑料激光焊接基本概念图
激光根据顶层透光材料,随后被下一层原材料消化吸收,激光器动能被消化吸收后变换为能源,因为双层原材料被压在一起。能源从消化吸收层传输到透光性层上,促使双层原材料熔融并融合。
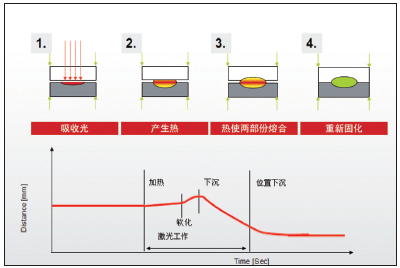
图2 塑料激光焊接全过程平面图
另外因为原材料自身的热变形扩大造成內部工作压力。內部工作压力与外界工作压力一同功效保证了两一部分的牢固焊接。图1、图2形象化地表明了塑料激光焊接的基本原理与全过程。
● 塑料激光焊接的加工工艺
(1)激光器的光波长
塑料焊接全过程中常见的是二极管激光发生器或半导体材料激光发生器。光线处在近红外光谱仪地区,而且光线光波长在400~1,100μm,能够 根据光纤传输激光焊接,在这个范畴内的激光能够 被大部分的塑料所消化吸收。二极管激光焊接系统软件紧凑型,而且激光发生器还能够做到更高級其他输出功率。激光器的光波长能够 依据特别要求设计制作。半导体材料激光发生器的光波长一般是808~980μm。半导体材料激光发生器项目投资成本费小,体型小,高效率。
(2)塑料原材料
热塑性塑料包括不定形塑料和半晶性塑料。可以被激光焊接的塑料均归属于热塑性塑料。理论上,全部热塑性塑料都可以被激光焊接。塑料激光焊接技术性对被焊接塑料的规定为:在热功效区域内的原材料,规定对激光器光波的速即好;不属于热功效区一部分的原材料,则规定对光波的通过性好,特别是在在对俩件薄塑料件开展叠焊时更是如此。一般向热功效区塑料中加上吸收剂能够 做到目地。
(3)吸收剂
吸收剂的运用是塑料激光焊接加工工艺中十分关键的加工工艺。塑料激光焊接的实质是将热功效区的待焊接塑料溶化,接着制冷当然完成塑料件的紧密连接。让塑料溶化必须使塑料件消化吸收充足的激光器动能。
一般 理想化的吸收剂是炭黑,炭黑可以将红外线光波长的激光器动能基础所有消化吸收,进而进一步提高塑料的热消化吸收实际效果,促使热功效区的原材料溶化得迅速、实际效果更强。一些别的色调的染剂,也可以具有同样的消化吸收光波的实际效果。
加上吸收剂的方式 有3种:一是立即向待焊接原材料中渗透到吸收剂,那样应当将渗过吸收剂的塑料件放到下边,而把沒有渗吸收剂的塑料件放到上边,让激光器光波根据;二是向塑料件待焊接的表层渗吸收剂,那样仅有被渗入了吸收剂的一部分塑料将变成热功效区而被溶化;三是在二块待焊接塑料件的触碰处喷漆上或是包装印刷上吸收剂。
(4)别的主要参数
与金属材料焊接不一样,塑料激光焊接必须的激光器输出功率并并不是越大越好。焊接激光器输出功率越大,塑料件上的热功效区就越大、越长,将造成 原材料超温、形变、乃至毁坏。应当依据必须溶化的深层来挑选激光器输出功率。
塑料激光焊接的速率较为快,一般获得毫米厚焊接的焊接速率达到50m/min;而选用大功率的CO2激光发生器焊接塑料塑料薄膜,最大速率能够 做到750M/min。
塑料激光焊接的运用
环氧树脂溶解少,造成碎渣少,焊接全过程非触碰,不容易造成环境污染,激光焊接对比其他接口方式所造成的机械设备地应力和内应力小,因而尤其合适于电脑鼠标、手机、联接元器件等生产加工精细的电子元件,及其必须以更清理的方法来溶接的繁杂部件,比如带有pcb线路板的塑料产品。轿车、诊疗、消费电子产品、食品类等领域全是激光焊接的理想化主要用途 。
汽车产业:激光焊接塑料技术性可用以生产制造许多轿车零部件,如全自动防盗锁、无锁匙出入机器设备、汽柴油喷头、变档声卡机架、柴油发动机感应器、汽车驾驶室声卡机架、液压油滤芯、过虑架、前大灯和后尾灯等。其他轿车层面的运用还包含进气口光进气支管的生产制造及其輔助离心水泵的生产制造。
医药学行业:激光焊接技术性可用以生产制造液體储罐、液體过滤材料、塑料软管联接头、造口术包装袋、助听、移殖体、剖析用的微液体元器件等。
包裝工业生产:比如高級工业生产产品产量的包裝,选用塑料塑料薄膜焊接技术性,能够 获得生产加工髙速、接缝处靠谱、表面美观大方的塑料包裝。塑料材料外包装盒原材料的激光焊接联接。塑料原材料为热塑性塑料和人造橡胶。
电子元器件商品封裝:电子元器件商品的封裝技术性针对焊接自然环境和加工工艺的规定十分严苛,比如低浮尘量、低脂肪、无强振动,封裝高精度、接缝处靠谱经久耐用、表面美观大方等。封裝用的原材料非常大一部分便是塑料,因而塑料激光焊接一样有非常大的运用室内空间。
激光焊接塑料具备降低成本、零污染、高速运行、生产加工便捷、完成精细数控机床非常容易、原料应用领域广、紧密连接性和工艺性能好等综合性优点,伴随着塑料焊接加工工艺科学研究和塑料激光焊接机器设备的逐渐商业化,塑料激光焊接的运用终将愈来愈普遍,技术性愈来愈完善。
来源于:荣格







