
如何选择和验证注塑机的精度及波动性?
已有人阅读此文 - -
注塑生产制造领域做为轻工行业类主导产业之一,早已渗入日常生活的各个方面。而注塑机做为注塑生产制造的关键机器设备,其高、中、低级别共存,类型多种多样,运用种类五花八门,就算是许多技术专业从业注塑生产加工领域的人员也觉得目不暇接,难以抓准合适自身必须的注塑机。许多注塑机生产商的工程项目专业技术人员也会撰写一些有关怎么选择注塑机的参考文献,供机器设备应用生产厂家挑选时运用。但这种材料所牵涉到的注塑机挑选方式 一般都过度片面性,侧重于详细介绍模貝安裝、注塑量及锁合模力校对等,等同于手机生产厂家撰写的使用说明一样,对你说这手机有通电话、发消息、网上和听歌等作用,但沒有对你说这个手机和别的手机上比起來,为何网上速率沒有别的手机上快,音色更强或是更差的缘故在哪儿,这些。注塑机也一样,有的注塑机射出部位能够 精准到0.02mm,有的注塑机在2mm范畴内起伏,而导致这类差别的缘故,注塑机生产厂家的专业技术人员是不容易撰写出去的。
大部分大家以往所看到的有关注塑机挑选层面的详细介绍,全是规定注塑机“注塑量充足,模貝摆得下,锁得紧,射得饱”,实际上注塑机应用生产厂家的生产车间技术人员都清晰这种标准,但有时技术人员们便是搞不懂为何这一设备比边上此外一台设备功能强大,这台设备的加工工艺主要参数为什么到此外一台一样型号规格设备上就彻底不可以应用了。有时,一样能“摆得下,锁得紧,射得饱”的注塑机,这一台能做某一商品,而换此外一台就废料一堆或是缺点大到没法调整。文中就对于此类难题开展简易叙述,就不一样挑选对注塑产品品质和注塑机应用时可靠性的危害和认证方式 作一详细介绍,供注塑业从业者挑选注塑机时参照。
注塑机驱动力方法挑选
2002年之前生产制造的注塑机大部分全是传统式变量泵注塑机,该种类注塑机是用直流电动机推动变量泵出示给注塑机驱动力,注塑机在姿势时泵旋转齿轮油促进阀姿势,完成开、锁模貝,熔胶,射出,射走到、后挪动,模具顶针前、后,拉射台抽胶等姿势。当注塑机沒有姿势或是必须压力总流量较钟头,系统软件根据调速阀将不必要的齿轮油流回到汽车油箱,换句话说,电机和油泵是全负载工作中的,机器设备所必须动能由调速阀操纵分派,这就造成 注塑加工过程中,绝大多数的动能被白白的“流”离开了。
从2004年逐渐,变量柱塞泵注塑机逐渐走上注塑机销售市场演出舞台。变量柱塞泵注塑机多选用占比变量柱塞泵(磁力泵、齿轮泵、齿轮油泵)作驱动器元器件,归属于典型性的容量式变速系统软件。该系统软件由负荷比较敏感型占比变量柱塞泵、占比调速阀、占比调速阀、压力意见反馈阀、总流量意见反馈阀等一部分构成,对比传动系统变量泵注塑机有较显著的环保节能实际效果。
2008年之后,伺服电机环保节能注塑机逐渐在注塑机加工制造业获得广泛运用,该系统软件由直流无刷电机、控制板、反馈机制、油泵等构成,真实保证了“必须是多少动能系统软件就供货是多少动能”,交流伺服电机能保证伺服电机闭环控制系统,比传统式变量泵注塑机及变量柱塞泵注塑机耗能小许多。
一般来说,伺服电机环保节能注塑机比变量柱塞泵注塑机环保节能10-30%,比传统式变量泵注塑机环保节能30-70%。
近些年开发设计的全电动式注塑机,将注塑机每个姿势拆分离,每一个往复式动功效一个交流伺服电机操纵,能够 达到更低输出功率耗费。
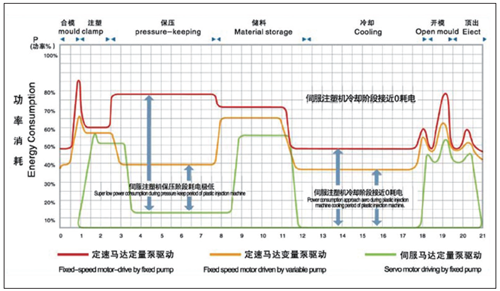
图 几类驱动力不一样注塑机的耗能较为
因此 ,一般来讲,注塑机厂家生产的注塑机,从耗能上考虑到能够 挑选变量泵注塑机、变量柱塞泵注塑机、伺服电机环保节能注塑机及全电动式注塑机。现阶段,中国注塑机驱动力配备如出一辙,挑选一样系统软件的各注塑机厂基础没大区别,区别较大 的缘故大多数集中化在应用驱动力尺寸的难题上,驱动力更高能够 出示高些主要参数挑选范畴及锁合模力操纵,但那样的注塑机配备更很有可能造成 渗油和设备故障,必须更双层输油管及机械设备刚度相互配合,注塑机成本费也会一部分升高。
注塑机射胶压力挑选
注塑机注入压力Pi=P*A*s/Ao
P =系统软件工作中压力(MPa)
A =注入活塞杆合理截面(cm2)
s=注入液压缸总数(一般为两个)
Ao=挤出机螺杆或料筒柱塞泵的截面(cm2)
从上边的公式计算能够 看得出,商品必须的注塑压力越高,如一些工程项目料等,最优化方式 是提升系统软件压力,或者扩大液压缸总面积和提升射胶液压缸总数(这一非常少),也有便是把挤出机螺杆直徑缩小。
因而注塑机生产厂家让我们挑选注塑机挤出机螺杆时,大直徑挤出机螺杆射胶压力都较为低,合适塑料原料生产加工;挤出机螺杆直徑越小,注塑压力越大,越合适生产加工橡胶制品;在我们要用更高射胶压力时,射胶液压缸直徑就需要更高才可以符合要求;双缸射胶压力是比不上两缸射胶压力大的。
一般 ,由于注塑机室内空间限定,射胶液压缸直徑不可以无限制地增加,挤出机螺杆直徑也不可以无限制减少,大量射胶液压缸在射胶稳定性上没法确保故一般只有挑选两个射胶液压缸,因而一般规范注塑机射胶压力做到250MPa早已十分变大。假如生产加工商品及原材料必须高些注塑压力,大量的情况下是根据提升系统软件压力来完成,之前变量泵注塑机应用140MPa油泵,如今注塑机一般应用175MPa油泵,海外注塑机大量选用的是220MPa系统软件压力的油泵。全电动式注塑机的交流伺服电机能够 出示450MPa之上射胶压力,在精细成形层面有纯天然优点。
在挑选注塑机时,施工材料和精细零件尽量挑选注塑压力高的注塑机。
射出速度和注塑速率挑选
注塑机注塑速率便是每秒挤出机螺杆往前挪动的间距,企业是cm/sec:S=Q/A
即:射出速率=油泵吐出来量÷射出液压缸合理总面积
S:射出速率 cm/sec
A:射出液压缸合理总面积 cm2
Q:油泵吐出来量cc/rev(mL/转)
大家一般 说的300弹速、500弹速、1000弹速注塑机,一般是指这一速率。由公式计算我们可以见到,当液压缸直徑小的时候,射出速率更高,当油泵排气量大的情况下,射出速率大。
大家在什么商品上对注塑速率有更急切的规定呢?在商品壁厚更薄的情况下,大家就规定注塑速率高些,以尽早填满模貝。要想提升射胶速率,一方面是增加油泵排气量,另一方面是减少液压缸直徑。许多顾客在挑选注塑机情况下,规定注塑机生产商增加油泵排气量一级或是二级,一般便是因此考虑到。而增加液压缸直徑有一个很显著的不良反应,注塑压力会因为增加液压缸直徑而减少,在我们生产制造厚壁商品时,为了更好地摆脱料流动性摩擦阻力必须高些注塑压力,但为了更好地提升注塑速率去减少注塑压力的方式 ,大部分是不可取的,非塑料原料不建议选用该方式 。
射出速度就是指每秒钟注塑机对空注入时射出的塑料容积,企业是 cm3/sec:
V=S*A
V:射出速度 cm3/sec
S:射出速率 cm/sec
A:挤出机螺杆或料筒截面 cm2
射出速度是一个企业容积描述方法,含意每秒钟能射是多少塑胶粒出去,这一标值越大,表明越能注塑大量预料到模貝内。在一些厚壁管净重大商品中,这一主要参数是很更有意义的,针对一般商品和厚壁商品,注塑速率更能定性分析注塑机特性。
注塑机机械设备及进气系统
注塑机系统软件一般由声卡机架、三大板、哥林柱、射出系统软件、压射系统软件、调模系统软件等构成,国内注塑机声卡机架一般是不锈钢板材电焊焊接而成,三大板是铸造铁件,哥林柱、调模传动齿轮、压射组织等基础都是以技术专业生产厂家处选购拼装。品质有确保的注塑机生产厂家,其经销商许多全是由同样好多个生产厂家提供,品质上差异并不大。由自身设计方案生产制造或是外委生产制造的一部分关键在声卡机架、三大板和油道板等好多个大物件上,它是由注塑机生产厂家立即操纵其品质和成本费的一部分。
对多台相仿型号规格、不一样生产厂家的注塑机作比照,大家就可以了解哪一个生产厂家的注塑机产品成本较高。注塑机锁模组织及声卡机架射台占了设备总重的90%,当一个注塑机生产厂家设备净重比此外一个注塑机生产厂家相近型号规格的净重更重的情况下,这一生产厂家花的钱当然比此外一个生产厂家高。注塑机做为一个工业品,更重的机器设备代表着更牢固的基石,更靠谱的工作中使用寿命,这和艺术品有质的差别。因此 ,我们在选购注塑机时,千万不要忽略注塑机自身净重这一指标值。
注塑机耐用度除开参照注塑机自身的牢固性以外,还有一个关键的考虑,那便是注塑机进气系统的优劣。严苛而言,注塑机进气系统必须包括手动式润化和全自动润化两一部分。认真细致的注塑机生产厂家用黄铜管联接润滑脂路,也是有一些生产厂家为控制成本用塑胶细管联接,一般提议尽量挑选黄铜管接口方式,或是在易损件位置或关键位置挑选黄铜管联接,不容易损害位置或没那麼关键位置才用塑料软管联接。润滑脂挑选专用型润滑脂,严禁应用设备齿轮油替代,而且回收再利用的润滑脂要历经专业的过虑解决以后才可以再度应用,不可以在开展简单机边过虑后就交付使用,以避免残渣阻塞设备润化位置。在润化重要的哥林柱等位置时,要前后左右四点润化及时,不可以随便连接主题活动位置即使有润化了(一部分设备上早已有那样的设计方案,是十分不正确的),也有一些注塑机生产厂家撤消手动式进气系统,这在严苛实际意义上是不可取的。传统式用工手打黄油的方法润化,如今注塑机早已非常少用,关键缘故取决于工作中环境污染、劳动量及其人实际操作不及时造成的出错等在所难免。
注塑机机器设备自动控制系统
注塑机自动控制系统一般由电脑上、电气元器件、液压系统、步进驱动器、闭环控制系统系统软件等构成。因为成本费缘故,国内注塑机标准配置是沒有闭环控制系统系统软件的,除非是有尤其规定,不然所有归属于开环控制,说白了的交流伺服电机闭环控制系统也仅仅电机额定功率伺服控制,并不是注塑机压力、总流量闭环控制系统。
现阶段中国注塑机电脑上包含進口及国内商品,如果是做一般商品,大伙儿主要表现类似,电脑上基础也非常少会坏。但针对髙速厚壁及高精密规定的商品,因电脑上响应速度上的差别,电脑上差别就出来。注塑机生产厂家依据顾客商品专业设计方案的注塑机,其电脑上基础還是合乎其注塑机主要表现的规定的。
相对性于注塑机电脑上来讲,步进驱动器层面难题要多一些,但伺服控制层面中国经销商很少,因此 针对这些方面的设备故障率,各种各样知名品牌主要表现差别并不大。液压机液压控制系统海外早已十分完善,而且生产商仅有那麼几个,设备故障率聊胜于无,倒是中国生产商在这些方面主要表现一般,难题比较多。仅仅注塑机上国内工程机械配件用得非常少,绝大多数注塑机都基础无需。
注塑机可靠性认证方法
怎么让专业技术人员鉴别一台注塑机的优劣?这儿有一个简易的认证注塑机反复精密度的方法。
在设定注塑主要参数时,将注塑保压压力、速率、時间所有设定为0,注塑商品时依照一切正常基本参数先射进胶口,随后加快到第一段,再填充到商品满胶的90-95%,确保商品缺一个角情况,用部位射胶方法射胶,在注塑全过程中确保每一次射胶時间完全一致(不一致表明调的主要参数有什么问题,不可以确保主要参数彻底依照自身调节的实行),确保模温无转变,反复生产制造N个产品,将N件研发件秤重,将商品净重转变图绘图出去,就可以见到商品净重转变路线图,当商品与N个产品均值净重误差超出0.3%,则设备可靠性较弱,超出0.5%,提议设备维修。
来源于:荣格







