
输液用接口盖生产进程如何完成质量控制
已有人阅读此文 - -我们知道,一切液體药物在加工过程上都会造成多多少少的不可溶粒子,《中国药典》要求的液體药物中带有的不可溶粒子直徑不可以超出10毫微米。可是有调研却发觉,销售市场上市场销售的许多打点滴药物带有的不可溶粒子直徑都超出了这一要求,有的乃至做到50毫微米之上。这种顆粒没法根据新陈代谢排出来身体之外,长期性累积,易导致肺脏阻塞,危害肺部作用。
文中仅从大输液包装材料生产制造生产流程操纵的视角谈一谈怎样操纵大输液包装材料的品质。
一 接口盖的类型

图1 接口盖的类型
1、外盖(Cap)
现阶段中国接口盖包装材料生产厂家关键是为软袋大输液配套设施外盖和插口,塑瓶大输液配套设施外盖,关键有下列几类方式的外盖:
※32mm/29mm拉环式锁盖;
※输液袋用聚碳酸加药塞(双塑料软管打点滴用);
※32mm/29mm双扳折式锁盖;
※29mm/24mm/20毫米单扳折式锁盖;
※39mm拉环式/39mm玻璃膜盖。
不论是塑瓶還是软袋,均必须应用锁盖在罐装后开展密封性,从最开始的32mm外盖,为了更好地节约成本改为29mm外盖,直到如今20毫米的小扳折外盖。其不管怎样转变,均是以下列好多个层面去考虑到的:
(1)减少外盖拉环的聚氨酯弹性体消耗量,进而减少原料成本费;拉环式锁盖由于必须另外处理拉环打开力和拉环密闭性这对矛盾关系,因此外盖料务必加一定占比的医疗聚氨酯弹性体塑胶开展改性材料,而现阶段医疗聚氨酯弹性体的价钱均在三万元/吨之上,進口聚氨酯弹性体更在4万元/吨之上。
(2)减少橡胶塞子的规格,进而减少橡胶塞子的产品成本。
橡胶塞子的成本费中75%之上是硫化橡胶,而现阶段不管聚异戊二烯胶和三元乙丙橡胶均在4万元之上,并且三元乙丙橡胶价钱还高些一些。
2、插口(Port)
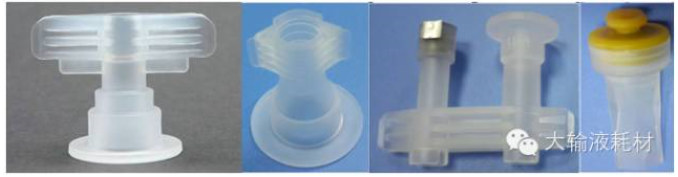
图2插口的关键方式
插口也伴随着外盖的成本费减少,规格和样子也在产生变化,现阶段关键有下列几类方式(见图2)。
※ 32mm/29mm船形插口;
※ 29mm改形插口;
※ 输液袋用聚丙稀插口(双硬管插口);
※ SHP-O-P插口。
二 接口盖生产工艺流程操纵规定
1接口盖的生产制造特性
接口盖的生产制造具备技术标准高、施工现场管理务必合乎GMP等特性,其包括四个技术性服务平台及GMP管理方法。四个技术性服务平台是纤维材料、原材料成形及操纵、模具生产制造及其自动化控制服务平台:
※ 纤维材料技术性服务平台:涉及到原料的改性材料生产加工(外盖料、内盖料、插口料);
※ 原材料成形及控制系统服务平台:涉及到半成品加工的注塑工艺(后盖板、内盖、插口);
※ 模具生产技术服务平台:涉及到设计产品及其作用的考虑;
※ 工控自动化技术性服务平台(机电一体化):涉及到商品拼装(后盖板 橡胶塞子/垫圈 内盖);
※ GMP管理方法:洁净区环境卫生及工作人员行为准则管理方法、变动及认证管理方法这些。
2原料提供工艺流程
原料从仓库领出,传到外送料地区时必须对外包装盒开展清理。为了更好地缓解清理的劳动量,提议与原料生产厂家商讨纸袋包装方式,外送料地区须有避免蚊子及其脏东西进到的对策(如不锈钢风淋室设备),外送料地区的作用主要是进行原料的提前准备及其清理。由外送料区根据真空包装给料的方法将原料送进到洁净区的内送料室,随后再从内送料室的放料箱分派到相对的塑料机料仓。
3注塑加工工艺流程
3.1 塑料机型号选择
塑料机的型号选择一般 是依照注入量、锁合模力、安裝规格(包含安裝在工业厂房的规格及其模具安裝的格林柱规格,驱动器方法(伺服电机电动式還是汽压)。
如要得到高质量且考虑大输液清洁规定的注塑加工制品,塑料机的挑选看起来至关重要,选用全电动式塑料机开展接口盖制品的注塑生产是最好的挑选,小编曾各自在电动式塑料机和汽压塑料机在32腔的后盖板和内盖模具上开展比照,結果以下(报表1):
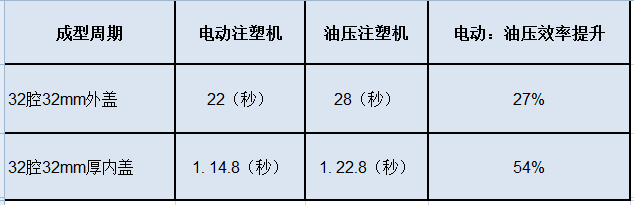
报表1电动式塑料机和汽压注塑机注塑成形周期时间比照
3.2 模具
注塑加工模具是在注塑工艺中授予塑胶以样子和规格的构件。模具的构造依据塑胶种类和特性、塑胶制品的样子和构造及其塑料机的种类等不一样而很有可能千姿百态,可是基础构造是一致的。
现阶段用以接口盖生产制造的模具分成热流道系统模具和冷流道模具,模具凹模总数早已从最开始的16/32腔发展趋势到现在的48/96腔的模具。因为热流道系统模具比冷流道在成形周期时间,原料成品率存有极大优点,因而中国用以接口盖生产制造的模具基础是热流道系统模具,冷流道模具关键用以新开发产品的早期生产制造。
模具的特性关键从下列好多个层面开展考虑:
(1)制品是不是存有外型缺点(汽泡、欠注、烧糊、合料线等);
(2)成形制品的规格可靠性和精密度;
(3)成形周期时间及原料成品率;
(4)加工过程中的清理周期时间和清理高效率。
3.3 拼装工艺流程
把后盖板、垫圈或橡胶塞子、内盖或插口拼装在一起的工艺流程称之为拼装,组装电脑机器设备地区(包含放料箱、拼装地区、进料口等)必须安裝千级层流罩以避免制品遭受浮尘颗粒环境污染。
拼装速率是现阶段每个生产厂家挑选组装电脑时的优先选择考虑到标准,早已从十年前的60个/分鐘到现如今150-300个/分鐘,对于组装电脑的挑选,提议从下列好多个层面考虑到:
(1)生产制造速率;
(2)拼装品质(是不是有卡伤、组成欠佳、漏件等缺点);
(3)检验作用是不是齐备(是不是具备漏件检验作用);
(4)清理的难度系数水平(是不是非常容易开展机器设备清理,尤其是直接接触制品位置的清理)。
3.4分捡工艺流程
制品在生产制造中造成的缺点关键有:
(1)与原料有关:汽泡、含有小黑点等;
(2)与注塑成型及模具有关:汽泡(排气管欠佳)、欠注(欠料)、合料线、拉环裂开、进胶口毛丝及合模线毛丝等;
(3)与拼装工艺流程有关:内盖突起或凹痕,漏件(无橡胶塞子)、卡伤、拉环裂开等;
(4)与当场监管有关:制品表层油渍、內外盖夹碎纸或秀发等环境污染。
所述所列举的制品欠佳均是在接口盖加工过程中普遍的制品安全隐患,尽管每个生产厂家均在积极主动找寻能够 自动识别的机器设备,可是现阶段都还没一款型号能够 对全部制品缺点开展检验,因而人力分捡就是一道不能缺乏的工艺流程。
人力分捡须考虑到下列要素:
(1)分捡台须采用净化工作台(配备紫外线杀病毒灯);
(2)分捡台的部位设定以近期分捡、近期包裝为标准;
(3)散装制品的器皿务必是独立的,不能与别的器皿互用;
(4)工作人员须按时开展看着考评(选用规范缺点试品检测分捡工作人员的诊断率和時间)。
三 收购 料的解决
收购 料的再度应用,是全部接口盖包装材料商品生产商避而不谈的话题讨论。据小编以往近十年接口盖的当场工作经验,收购 料基本上占到原料消耗量的0.5-1.5%,依照每月100吨原料消耗量测算,则每月的收购 料在0.5吨-1.5吨。假如把这种收购 料所有采用废止的方法实际上也是一种对資源的消耗,自然也是一切一个药包材生产商都不容易去做的事儿,因此把收购 料多方面管理方法和操纵才算是应当考虑到的难题。
合适于能够 再度应用的收购 料
※ 汽泡及欠注商品;
※ 冷流道进胶口水口料;
※ 出模卡伤及其拼装全过程中卡伤的制品;
※ 规格不符合规定的制品;
※ 启动因机器设备不稳定按照规定收购 的制品;
※ 换批撤场剩下的半成品加工。
不宜再度应用的收购 料
※ 含有小黑点(焦料)的制品;
※ 出模及拼装全过程中表层油渍的制品;
※ 启动前5-10模制品;
※ 塑料机启动挤出机螺杆挤压料;
※ 其他有产品质量问题的制品;
四 洁净区自然环境的配备及操纵
4.1原料送料
外送料与内送料务必单独分离,不能设定门开展相接,充分考虑一些物件传送,可设定不锈钢传递窗互通。内送料与厂区务必根据缓冲间相接,充分考虑物件传送可设定不锈钢传递窗互通,内送料的等级可依照D级设定。
4.2生产制造地区
生产制造地区依照C级设定,为了更好地降低半成品加工装运而产生的环境污染及其高效率考虑到,塑料机和组装电脑及其分捡台依照最短路径算法、产品组合策略的标准可设定在一起而不用系统分区或单独屋子设定。
商品的包装在生产制造地区进行,可设定在分捡工作台周边。
生产制造地区必须考虑到设定下列作用地区:
(1)卫浴洁具间;
(2)QA/主控室(测试仪器置放屋子);
(3)半成品加工储放架;
(4)欠佳品储存间;
(5)模具传送安全通道;
(6)生产车间装修吊顶要考虑到模具起吊的部分上升的室内空间(安裝承重梁应挂手拉葫芦),降低室内空间容量进而节省送排风量。
4.3货运物流安全通道
要考虑到橡胶塞子/垫圈、无菌检测内手袋等辅材进到生产制造地区的专业安全通道,安全通道依照低等级到高级别设定缓冲间的标准开展设定;包装进行的制成品根据不锈钢传递窗传输至外包装盒间开展装车。
4.4人商品流通道
依照把鞋脱掉、脱鞋、更一次衣、洗手、穿二次鞋/清洁衣的步骤配备单独的人商品流通道。
五 GMP管理方法
生产周期:接口盖持续生产周期时间不适合超出一个月,关键充分考虑自然环境室内空间的消毒杀菌周期时间不适合太长,塑料机及组装电脑的机器设备及其隐秘位置在日常生产制造中难以清理完全。
消毒杀菌方式:
※ C级清洁地区的室内空间环境消毒提议采用臭氧杀菌的方法,每月开展一次,启动生产制造前开展。
※ 生产制造地区的路面和墙壁每日需采用纯水系统及其消毒剂开展清理。
※ 机器设备橱柜台面每日需开展清理。
※ 直接接触到制品的器皿及其工装夹具须每个班采用专业的清洁用品开展清理,不能搞混。
清洁空气压缩:塑料机及其组装电脑汽缸应用到的空气压缩务必选用清洁空气压缩,在生产制造地区务必配备尾端反渗透设备。
清理自来水:洁净区(生产制造地区)洗衣服及其清理自来水可选用RO水处理,粒子和微生物检验务必合乎纯水系统的规范。
环保监测:按时对洁净区(生产制造地区)开展动态性浮尘颗粒检验,半年须遮盖全部检测点,空调机组每过2年宜开展一次系统验证。
六 接口盖的质量管理
6.1接口盖对打点滴品质的危害
(1)不可溶粒子不过关
绝大部分打点滴生产厂家对接口盖包装材料是采用不洗既用的,因而表层分散脏东西及其浮尘颗粒粘附在制品表层会造成 打点滴品质不过关。
插口毛茬及内螺纹毛茬,会危害走机及其在与路轨磨擦中会造成塑屑,塑屑进到打点滴中会造成 不可溶粒子超标准。
(2)电焊焊接罐装液漏
当插口的电焊焊接位置规格假如出現不稳定或超出时,在电焊焊接制袋里就很有可能造成液漏,例如船形插口的二翼小边薄厚假如超过0.40-0.60mm,非常容易出現液漏。
(3)锁盖的品质对打点滴的危害
※拉环抗拉力大:护理人员在应用时没法打开拉环,应用男性性功能不够;因此不管哪种拉环式锁盖,其抗拉力宜操纵在70N下列。
※拉环切痕密闭性:如出現泄露会造成 打点滴品质霉变;拉环切痕密闭性与抗拉力是关系的,抗拉力低于30N极有可能会造成 切痕泄露,因而抗拉力也不适合小于35N。
※滑针液漏及穿刺术落屑:性能指标缺乏,会造成 护理人员及患者举报。
滑针和穿刺术落屑除与垫圈有非常大关联外,也与锁盖内盖的薄厚有巨大的关联,假如内盖穿刺术位置薄厚超过0.40mm,则穿刺术落屑的概率提升,但也不是越薄越好,假如小于0.28mm,也非常容易造成 焊穿。
6.2接口盖的质量管理步骤(见图3)
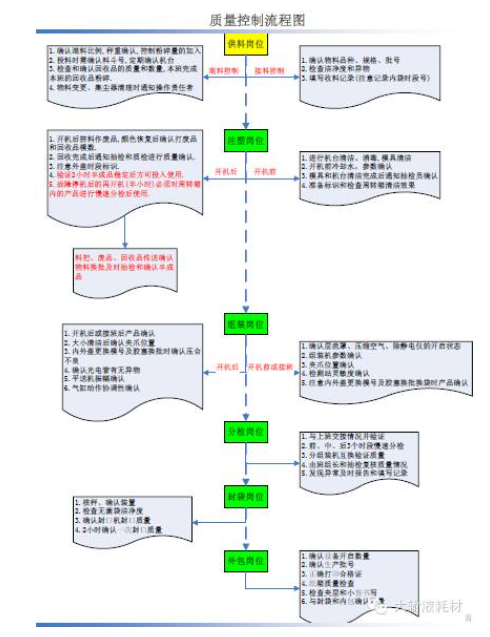
图3接口盖生产制造的品质质量管理流程表
6.3收购 料的质量管理
可回收利用制品在收购 全过程中务必维持清洁,不能产生搞混及环境污染,收购 制品在破碎后的加上占比正常情况下操纵在30%范畴,并且在收购 应用前务必进行下列新项目的认证(见报表2),达标后才可开展收购 应用。
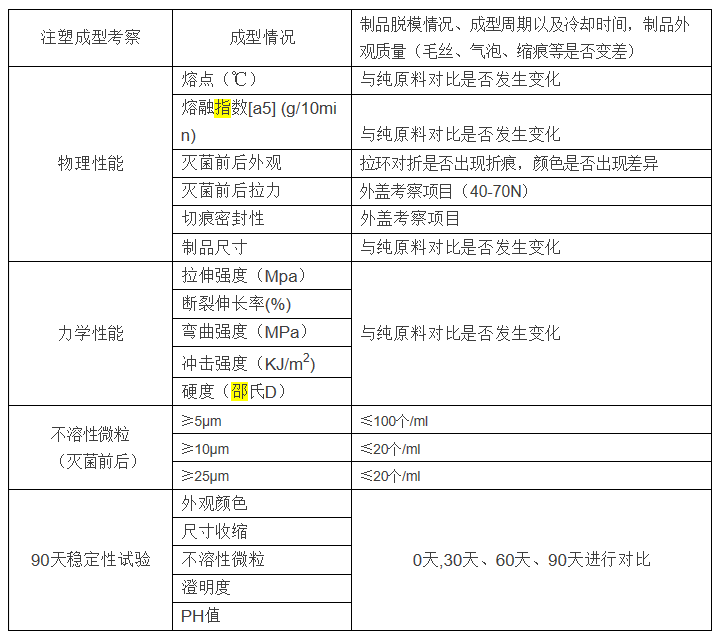
报表2 收购 料应用认证调查新项目
6.4模具的监管
(1)模具是接口盖商品最关键的机器设备,塑料机可通用性,而模具是唯一的,一个商品一副模具。因而,务必创建和逐步完善模具的工程验收流程管理(见报表3),才可以充足的确保商品的品质,它是品质之源。
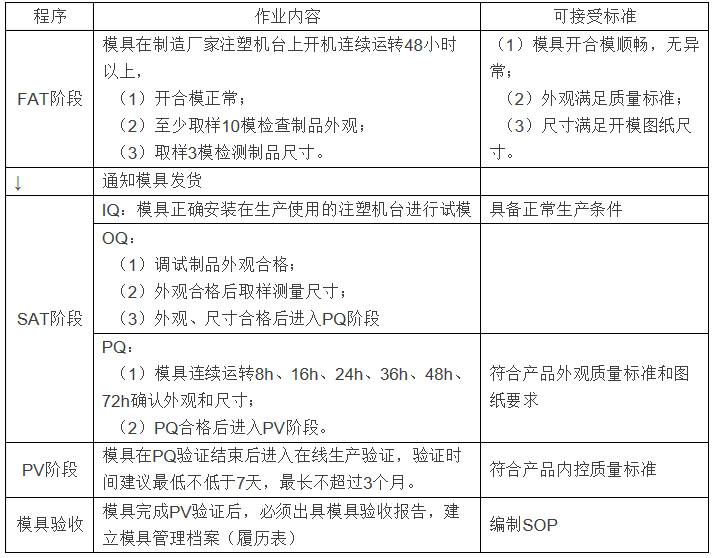
报表3新模具工程验收流程表
(2)产生下列状况时,务必开展认证,创建配件拆换及其维修等变动的SOP。
※模具拆换配件,尤其是危害到规格的构件拆换;
※模具返修维修回到时;
※拆换原料类型、型号等;
七总结
中国接口盖历经近十年来的迅速发展趋势,伴随着模具技术性的发展,一些核心技术获得了处理(如拉环密闭性与抗拉力的互相制约性),及其高腔模具的出現,早已促使销售市场的竞争能力愈来愈猛烈。
为了更好地控制成本,大家都不谋而合地挑选了减少规格和减少净重,并且各种形状的接口盖也五花八门地发布,但不管怎样更改都务必确保、考虑打点滴产品品质的规定。文中仅为毛遂自荐,期待在平稳和提升接口盖商品的品质层面为大伙儿出示一点协助。
来源于:阿博格







