
塑料焊接工艺大全
已有人阅读此文 - -塑料焊接是使环形或管形工件,做高速运转与充压健身运动,使左右工件于极短期内内做到融解融合之设计方案。
01
超音波焊接
基本原理:热固性塑料在超音波震动功效下,因为表层分子结构间摩擦生热而使二块塑料溶接在一起的焊接方式。

02
发热板焊接
关键根据一个由温度操纵的发热板来焊接塑料件。焊接时,发热板放置2个塑料件中间,当工件紧贴住发热板时,塑料逐渐熔融。在一段事先设定好的加温時间以往以后,工件表层的塑料将做到一定的熔融水平,这时工件向两侧分离,发热板移走,接着两块工件并合在一起,当发热板终止功效后,让工作压力不断几秒,使其凝结成形,那样就产生一个牢固的分子结构链,做到焊接的目地,焊接抗压强度能超过于原料抗压强度,全部焊接全过程进行。

03
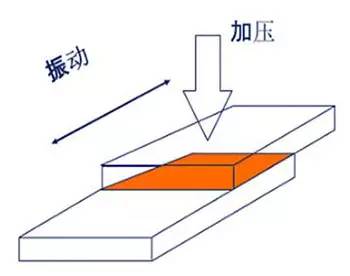
振动磨擦焊接
将热接工件在充压情况下互相磨擦,动能沿熔插口位置传输生热而熔融,进而在保压下制冷干固进行。
04
旋熔焊接
将塑料工件互相磨擦所造成之供热,使塑料工件表面造成融解,在靠外在工作压力、驱动器促进左右工件转动凝结为一体,而精准定位旋熔是在设置時间转动,一瞬间停在设置的部位上,变成永久的焊接。
05
高频率诱发焊接
原理
● 该设备选用气压系统,精准操纵上冷模,左右挪动;
● 工件固定不动于模芯内;
● 下模下沉,和上模触碰,看左右模是不是部位恰当;下模根据调整块能作上下左右方位调节。
●上模金属材料焊接件在高频率发射器功效下,被加温直到能熔融下模塑料件已经;
● 上冷模降低, 与下被加温金属材料焊接件紧密结合,在汽缸的持续工作压力功效下工件被焊接;
● 该设备的高频率发射器选用性能卓越的涡旋溶接技术性,设备在运作情况时,焊接头的加温温度由高频率发射器操纵仪锁住在额定值的工作中温度(能够 根据调整电流量尺寸,更改温度)。当金属材料焊接件在高频率发射器的高涡旋电磁场中,被加温后(做到设置温度),高频率发射器将终止加温,上冷模汽缸推动塑料焊接件舒张压,在一定的時间内被热融,进而干固。


来源于:塑料技术服务







