应用于塑料瓶生产的Ultrason® P:适用于多种加工方式
已有人阅读此文 - -● 使用巴斯夫聚苯砜(PPSU)产品系列,可通过注塑拉伸吹塑、挤出吹塑和注塑成型生产塑料瓶
● 用于生产安全耐用的塑料瓶,适用各种设计、形状和颜色
● 塑料瓶成品在CHINAPLAS 2021国际橡塑展巴斯夫展位进行展示
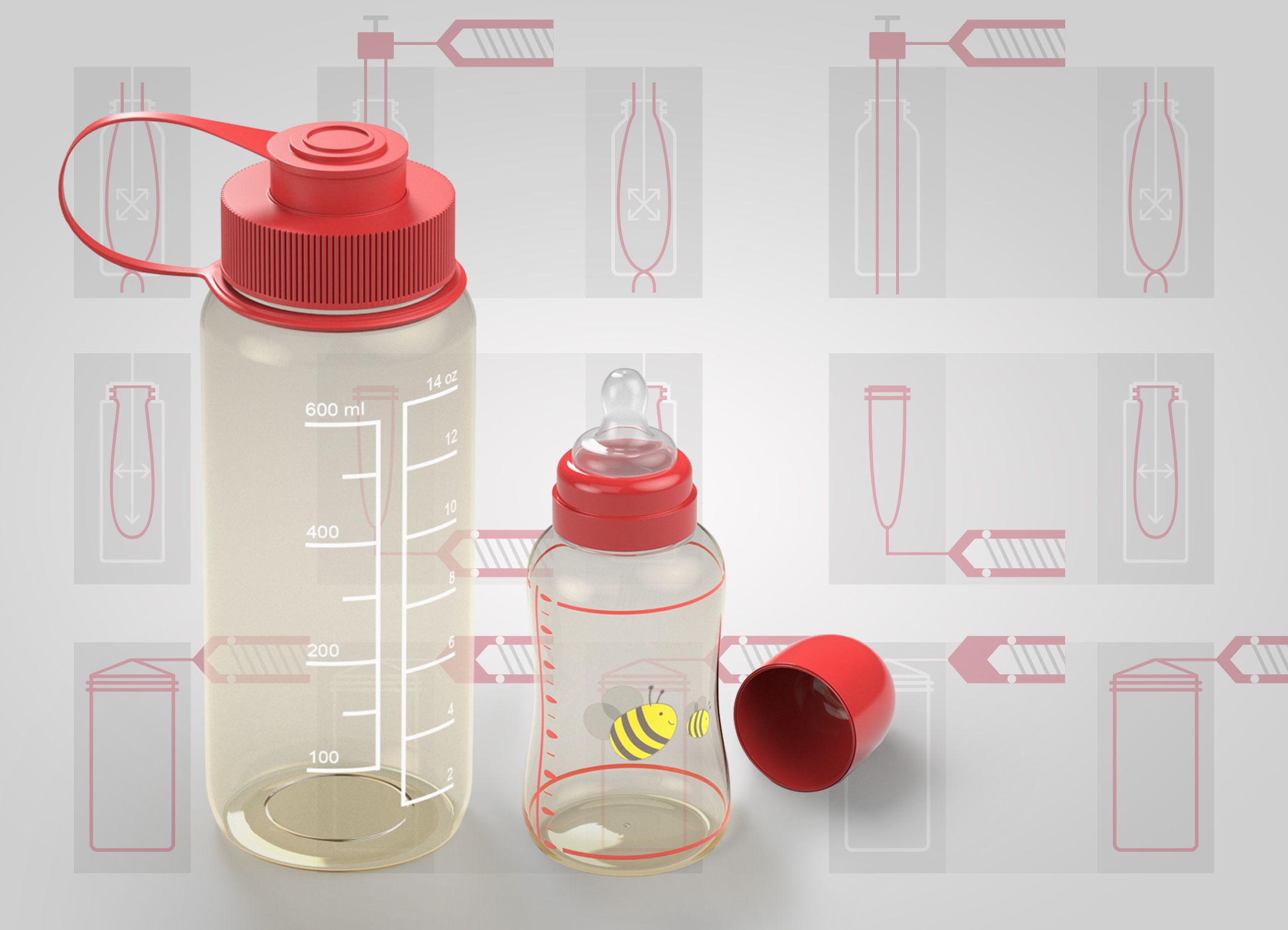
巴斯夫已扩大其 Ultrason® P 产品系列,现可通过业内三种标准加工方式制造高质量塑料瓶。Ultrason® P 2010、P 3010 为两种聚苯砜(PPSU),可用于注塑拉伸吹塑、挤出吹塑和注塑成型,制造安全耐用、耐化学性强的成人和婴儿用瓶,适用于各种设计、形状和颜色效果。这两款高温热塑性塑料的定制特性皆有利于上述三种加工方式:因为它们不含有害物质,经认证可接触食品,并具有出色的强度、耐化学性和长期高温稳定性(可耐 180°C 高温)。巴斯夫聚苯砜透明且略呈蜂蜜色泽,无论采用哪一种加工方式,制成的塑料瓶均可轻松承受微波炉或热水消毒。
巴斯夫 Ultrason® 全球业务发展部门的 Georg Graessel 表示:“为成人和婴儿生产安全时尚的优质塑料瓶,是传统 PET ,PP或 共聚酯塑料瓶难以完成的挑战。全球广泛使用的加工方法都对所用材料有特定要求。正是在这一点上,Ultrason® P 已经向许多不同国家的客户证明其价值。他们可以从我们的产品组合中选择最合适的材料,还可以充分利用我们的现场技术应用支持和不同等级材料的全球供应。”
在挤出吹塑过程中,塑料熔体从上到下通过圆形模具挤出,形成管状型坯。然后利用内部压力使型坯在模具内膨胀,最终成形。与市面上其他 PPSU 材料相比,Ultrason® P 3010 黏度中等,固有熔体强度高,因而特别适合这一加工方式。呈拉长状的高温型坯即使在模具附近也能保持稳定,可实现均匀的吹塑成型。对于具有不同壁厚和设计的复杂几何形状,可以使用程序化型坯控制。这样可以防止型坯因其重量而拉长,能完美达到整个瓶子壁厚均匀的效果。
采用注塑成型时,可以选择制作带有或不带有瓶盖螺纹和底座的瓶身,为婴儿奶瓶的设计和排气方法带来极大的灵活性。如今最先进的制造技术是将单腔和多腔模具与上游热流道系统相结合。由于 Ultrason® P 2010 流动性高、黏度低,特别适合于此加工方式,即使在流道较长的情况下,也可以制作薄壁而不影响冲击力或耐化学性。
注塑拉伸吹塑成型是应用最广泛的制造工艺,特别是亚洲婴儿奶瓶的生产。首先,在注塑模具中制成带有瓶盖螺纹的型坯,然后进行加热,最后在根据瓶子设计制成的吹塑模具中进行拉伸和充气。Ultrason® P 3010 的优势主要体现在快速的循环时间和瓶盖螺纹的精确成型。
两种类型的 Ultrason® P 都非常便于使用配置合适的热流道系统进行加工,不会产生废料损失,因此均适用于注塑成型和注塑拉伸吹塑成型。使用 Ultrason® P 生产的瓶子可以在许多不同应用领域长期使用,并且能长期保持其良好的机械性能和光学性能。
Ultrason® 是巴斯夫聚醚砜(Ultrason® E)、聚砜(Ultrason® S)和聚苯砜(Ultrason® P)产品系列的商品名称。这种高性能材料可用于制造电子、汽车和航空航天行业的轻型组件、滤水膜以及需要与热水、食品接触的零部件。得益于卓越的材料性能,Ultrason® 可广泛替代各种热固性材料、金属和陶瓷。