
注塑成型零件脱模角度和厚度留意事项
已有人阅读此文 - -
1、塑料零件的脱模斜度:
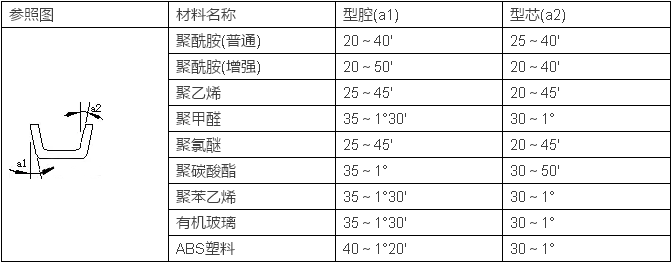
脱模角的大小是沒有一定的规则,大部分是凭工作经验和按照商品的深层来决策。除此之外,成型的方法,壁厚和塑胶的挑选也在考虑到之列。
一般来说,对橡塑制品商品的一切一个侧边,都须要一定量的脱模斜度,便于商品从磨具中成功滑脱。脱模斜度的尺寸一般以0.5°~1°占多数。
实际挑选脱模斜度留意以下几个方面:
塑件表层是亮面的,规格精密度规定高的,缩水率小的,应取用较小的脱模斜度,如0.5°。
较高、很大的规格,依据具体测算取较小的脱模斜度。
塑件的缩水率大的,应取用很大的斜度值。
塑件壁厚偏厚时,会使成型收拢扩大,脱模斜度应选用很大的标值。
全透明件脱模斜度应增加,以防造成刮伤。一般状况下,PS料脱模斜度应不少于2.5°~3°,ABS及PC料脱模斜度应不小于1.5°~2°。
带皮纹、喷砂处理等外型解决的塑件外壁应依据详细情况取2°~5°的脱模斜度,视实际的皮纹深层而定。皮纹深层越重,脱模斜度应越大。
总体设计成双插时,插穿面斜度一般为1°~3°。
取斜度的方位,一般内螺纹以小端为标准,合乎样图,斜度由扩张方位获得,外观设计以大端为标准,合乎样图,斜度由变小方位获得。
一般状况下,脱模斜度不包括在塑件尺寸公差范畴内。
机壳面脱模斜度高于或等于3°。除机壳面外,罩壳其他特点的脱模斜度以1°为规范脱模斜度。非常的还可以依照下边的标准去取:小于3毫米高的筋板的脱模斜度取0.5°,3~5毫米取1°,其他取1.5°;小于3毫米高的内腔的脱模斜度取0.5°,3~5毫米取1°,其他取1.5°。
2、塑件壁厚明确及其壁厚解决
有效的明确塑件的壁厚是很重要的。塑件的壁厚最先决策于塑件的应用规定:包含零件的抗压强度、标准成本、电气设备特性、规格可靠性及其安装等各类规定,一般壁厚都是有经验,参照相近就可以明确。
在其中留意点以下:
塑件壁厚应尽可能匀称,防止过薄、过厚及壁厚突然变化,若塑件规定务必有壁厚转变,应选用渐变色或弧形衔接,不然会因为造成收拢不匀称使塑件形变、危害塑件抗压强度、危害注塑加工时流通性等成型加工工艺难题。薄厚区别尽可能操纵在基础壁厚的25%之内,全部构件的最少壁厚不可低于0.4mm,且该点反面并不是A级外型面,并规定总面积不可超过100毫米²。
塑件壁厚一般在1~5毫米范畴内。而最常见的标值为2~3毫米。
尽可能不必将筋板和螺丝柱设计方案的过厚,一般提议取本身壁厚的一半较商业保险,不然非常容易造成真实写照等外型难题。
尽可能不必将零件设计方案成独立的平板电脑,规格不大另论,不然形变造成零件不整平。
橡塑制品的最少壁厚及普遍壁厚推荐值见下表:
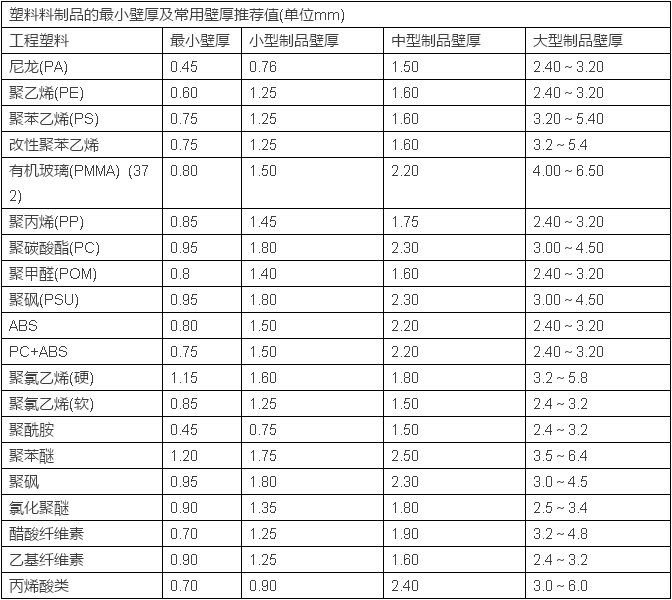
来源于:微注塑加工







