
这些LCP注塑成型知识,你不一定都晓得!
已有人阅读此文 - -
1. LCP料的工艺处理(液晶显示屏高聚物)
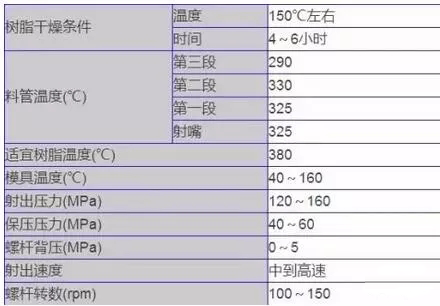
关键:LCP料应用前要风干,溫度约150℃上下,時间约4~6钟头,去湿后的LCP料剩下水分的成分应在0.02%下列,漏点维持在-35 ℃。
留意:提议干燥机采用真空泵除湿干燥机,不能用一般的干燥机。因真空泵除湿干燥机可将LCP料中的水分抽出来,而一般的干燥机则不可以将料中的水分彻底抽出来,较难做到制品规定的品质。
2. LCP料注塑工艺加工工艺
成形时要留意以下难题:
① 选用比例式背压使投料更精准、平稳;
② 大制品能够 应用背压大,小制品背压小;
③ 大的制品假如背压小,则相对密度相对性也会较小,且表层光滑度较弱;
④ 高灵敏射出去系统软件及全自动V-P(V射出去工作压力、P固化工作压力)变换作用,使制品高精密平稳,在有必须的状况下(例如制品十分高精密),提议在模芯进胶口处安裝液位传感器,使V-P转换更贴近具体;
n啤平面图的制品固化時间一般不可以太长,不然非常容易造成制品涨缩形变并造成地应力;
⑥ LCP料在料管内停留時间太长或是含量过多非常容易使LCP料太过,制品表层会出现汽泡,一般料管熔胶完毕三秒内就出模,含量确保在 5毫米之内;
⑦ 假如关机再度启动时要将废弃物射出去;
⑧ 成形周期时间在于制品的尺寸、样子、薄厚、模具设计及成形标准。LCP料具备优良的流通性,因此添充時间较为短,且结晶体成形速率较快,因而成形周期时间较为短。
3. LCP料专用型塑料机挑选简述
务必挑选LCP料专用型塑料机;
挤出机螺杆必须应用耐磨性能最佳的原材料生产制造;
挤出机螺杆头顶部应用能避免倒流的构造;
必须较高精密的温度控制系统软件;
射嘴一部分必须非常设计方案;
投料及射出去系统软件反映要灵巧;
射进料管容积要留意相互配合制品净重,不能过多或太少。
4. LCP料专用型磨具加工工艺关键
① LCP制品的冲压模具很重要,磨具的进胶口应选用一般对外开放嘴,而不选用热嘴,假如用热嘴制品非常容易出泡,即溫度过高易造成商品太过。
② 一般磨具溫度在140℃上下�o上(前)模溫度应高过下(后)模,因上(前)模溫度高熔化胶的流通性好不容易导致冷胶,下(后)模温度低制品非常容易结晶体成形,上(前)下(后)模温度差不超过15 ℃。
③ 在模温挑选层面,为减少成形周期时间、避免披锋,应挑选较低的模温;假如规定制品规格可靠性高,降低接缝处的造成及填充不够等难题时,则应挑选较高的模温。
5. 工作压力和速率
最好的工作压力务必在于原材料、制品样子、冲压模具(非常是直进胶口、流道、进胶口)以及他的成形标准。可是LCP无一切等级其熔化黏度全是极低的,因此工作压力比一般的热延展性环氧树脂要低。
成形一开始时选用底压,随后渐渐地提升工作压力,它是一种比较好的方式。大多的成形品在15MPa-45MPa的工作压力下就可以成形。此外,LCP的干固時间较为快,因此速度更快则易获得好的結果。
6. 成形周期时间
成形周期时间在于成形品的尺寸、样子、薄厚、模具设计及成形标准。如同上边常说的那般LCP具备优良的流通性,因此它的添充時间较为短,且干固速率也较为快,因此我们可以获得较短的成形周期时间。象征性的成形周期时间为10秒-三十秒。
来源于:微注塑加工







