真正的3D打印连续碳纤维复合材料
已有人阅读此文 - -
搜料网资讯:
Electroimpact公司开发了一种拥有6个自由度的连续纤维增强热塑性塑料3D打印系统,能实现航空复合材料部件的快速无模制造,以及现有制造方法不可能实现的新的设计自由度。
自2014年美国Markforged公司带着第一台商业化的连续纤维3D打印机 Mark One进入市场以来,全球的工程师们都梦想着有一个可以3D打印大型连续纤维增强部件的系统。
然而,要想完全以增材制造的方式生产强度是大多数金属数倍的复杂部件,却是一项令人困扰的挑战,这是因为塑料的密度以及不使用昂贵的铺层模具和热压罐。
目前,几家经验丰富的老牌公司和初创公司已进入这一领域,试图从更广泛的数十亿美元的增材制造市场中分得一杯羹。
近年来,Electroimpact公司一直在与航空领域的合作伙伴合作来开发这项技术,以满足OEM的应用需求。

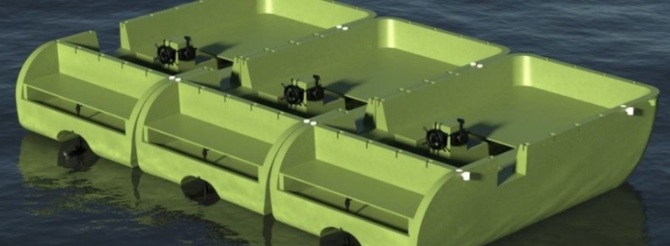
该机舱门剖面图显示了打印的蜂窝结构与连续纤维的连接点的结合
梦想
航空工业中的许多人都认为,大型连续纤维复合材料部件的3D打印已经以自动纤维铺放(AFP)和自动带材铺放(ATL)的形式存在了,这两者都是通过后续再铺放材料层来生产复合材料部件的增材制造技术。
但是,这些技术都需要一副形状与成品部件一样的铺层模具,以便将材料铺放到其上。
实际上,人们真正想要的连续纤维3D打印机,并不需要使用铺层模具和真空袋,也不需要大量的辅助设备如热压罐或二次加工步骤,相反,它只是一个普通的制造平台,而且要尽可能多地消除系统中的各种约束条件,以便最终用户能够创建出各种各样的部件以及采用传统方法无法实现的形状。
其结果就是,实现以前不可想象的新的复合材料设计,包括更加一体化的结构,即减少紧固件的数量以及用于装配连接的粘合剂。
基本原则
任何高质量的复合材料部件都拥有3个基本特征,而无论选用的纤维和基体材料是什么。
这3个基本特征是:纤维的体积含量(即纤维与基体材料的比率)、孔隙率和纤维的平直度。
Electroimpact公司并不是唯一一家追求连续纤维3D 打印系统的公司,为应对挑战,其他公司采取了几种完全不同的方法,其中的一些公司试图将传统的熔融长丝制造(简称FFF)3D打印机与用于将连续纤维引入到熔融的热塑性塑料流中的机械装置结合起来,以使纤维嵌入到打印部件中。
另有一些公司则选择采用紫外催化的热固性树脂,使他们的连续纤维增强材料与树脂恰好在加工点上相混合,然后在加工过程中采用紫外辐射来引发树脂的快速固化。
这些共挤过程试图将更多的步骤整合到一个单一的系统中。
首先,要达到航空级别所要求的均匀一致的纤维百分比(50%+),这实现起来比较困难,系统沉积材料的加工点必须随着它在空间穿越部件的编程加工路径而进行加、减速,因此,将液体或熔化的基体材料注入到纤维中的过程也必须与加工点同步进行加、减速。
任何经验丰富的复合材料生产商都知道,当整个过程处于平稳状态而未受到较大的瞬变影响时,就会获得最均匀的材料。
将这种方法用于处理高纤维含量的复合材料时,要想对纤维进行均匀浸渍就显得比较困难,这往往会导致干的纤维斑块以及纤维在基体材料中的不良分布。
因此,浸渍步骤最好在运行稳定的专用生产设备上离线完成,这种设备专为生产纤维分布和纤维百分比均匀的高质量预浸渍材料而开发。
其次是孔隙率问题,孔隙是不能承受载荷的。
在热压罐中真空固化层压结构,同时施加几个大气压的压力,就可以使热压罐成型的复合材料主结构拥有不到1%的孔隙率,从而满足航空级别的黄金标准要求。
虽然施加的力巨大,但却能消除层压结构中几乎所有的孔隙。
对于正在寻求更多航空应用的非热压罐材料系统而言,通常所能实现的孔隙率低于3%。
这类材料无需昂贵的热压罐,但仍然需要真空来固化层压结构以消除孔隙,同时还需要一个固化炉。
总之,如果不能以某种方式来固化层压结构,这样的系统就永远不可能实现高质量部件所必需的低孔隙率。
最后,沉积连续纤维的物理过程要求在一定的张力下进行沉积。
如果这个过程需要在基体材料软化时的任何一点来推动纤维,就会导致纤维成束。不直的纤维直到被拉直后才能承受载荷。
因此,对于复合材料部件而言,束状纤维就意味着载荷只能由强度低得多的基体材料来承担。
SCRAM技术
Electroimpact公司正在开发一种基于旧技术的新技术,名为SCRAM,也称作“可升级的复合材料机器人增材制造(Scalable Composite Robotic Additive Manufacturing)” 。
这是一个整合了FFF 3D打印机与热塑性AFP机器的系统,该系统由一台精确操作的机器人、一个旋转构建平台和一个温控构建室组成。
末端执行器携带多个材料系统来打印可溶性的支撑材料(工装)、连续的纤维带材和短切纤维材料。
每一次打印,都是从机器人将支撑材料沉积到构建平台上开始的。
随后,机器人自动切换,以打印连续纤维增强材料和短切纤维增强材料,从而生产出部件。
这种连续纤维采用原位固结的方式沉积,其中,带材被激光焊接到基板上并在此过程中被压实。
如此获得的连续纤维增强复合材料部件,可以达到非热压罐工艺所能实现的孔隙率水平。
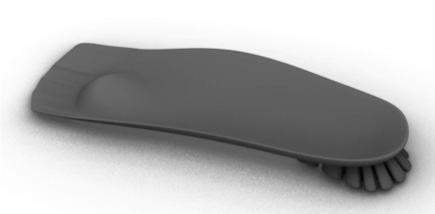
正在打印的机舱门
将短切纤维材料系统纳入进来,则是对连续纤维增强材料系统的补充。
通常,纤维体积含量高的连续纤维,会引入全方位FFF工艺所没有接触过的几何约束度,与单纯采用连续纤维带材所能产生的特征相比,其产生的特征要复杂得多。
在这些情况下,设计师们可以利用短切纤维材料来获得想要的特征。
一旦打印完毕,支撑材料即溶解,只留下成品部件。
由于材料系统完全是热塑性的,因此后续无需使用热压罐或加热炉来固化部件。
不同于传统的FFF 3D打印,SCRAM工艺采用真正的六轴加工路径来生产部件。
大多数的增材制造系统如FFF、SLA和 SLS都是所谓的2.5D,即将平面的2D层一层一层地铺叠起来形成一个3D形状。
相比之下,SCRAM则是真正的3D工艺,末端执行器在真正的六维自由度空间中沉积材料,这对于沉积连续纤维尤为重要,它可以确保纤维的取向与载荷路径相适应,以及从构建平台上获得准各向同性的叠层。
挑战
开发这种复杂技术面临四大挑战,涉及材料系统、打印硬件、控制系统和部件编程。
许多公司都试图开发这项技术。虽然一些公司在应对上述四大挑战中的2~3个方面取得了令人印象深刻的进展,但似乎没有哪家公司能够同时征服所有这四大难题。
首先,材料系统本身是最基本的挑战。
虽然可供选择的聚合物很多,但是,一旦增加了极端要求,比如,高温下使用、耐化学性以及烟雾和毒性要求等,可供选择的材料就很少了。而且,它们的加工也极具挑战性。
其次,由于承受大部分载荷的是纤维,因此,人们希望纤维的体积含量要尽可能高,并能确保材料的可靠沉积以及实现良好的粘结。
基于所有这些原因,经过多次试验后,Electroimpact决定采用基于PAEK的热塑性塑料以及50%~60%的纤维含量。
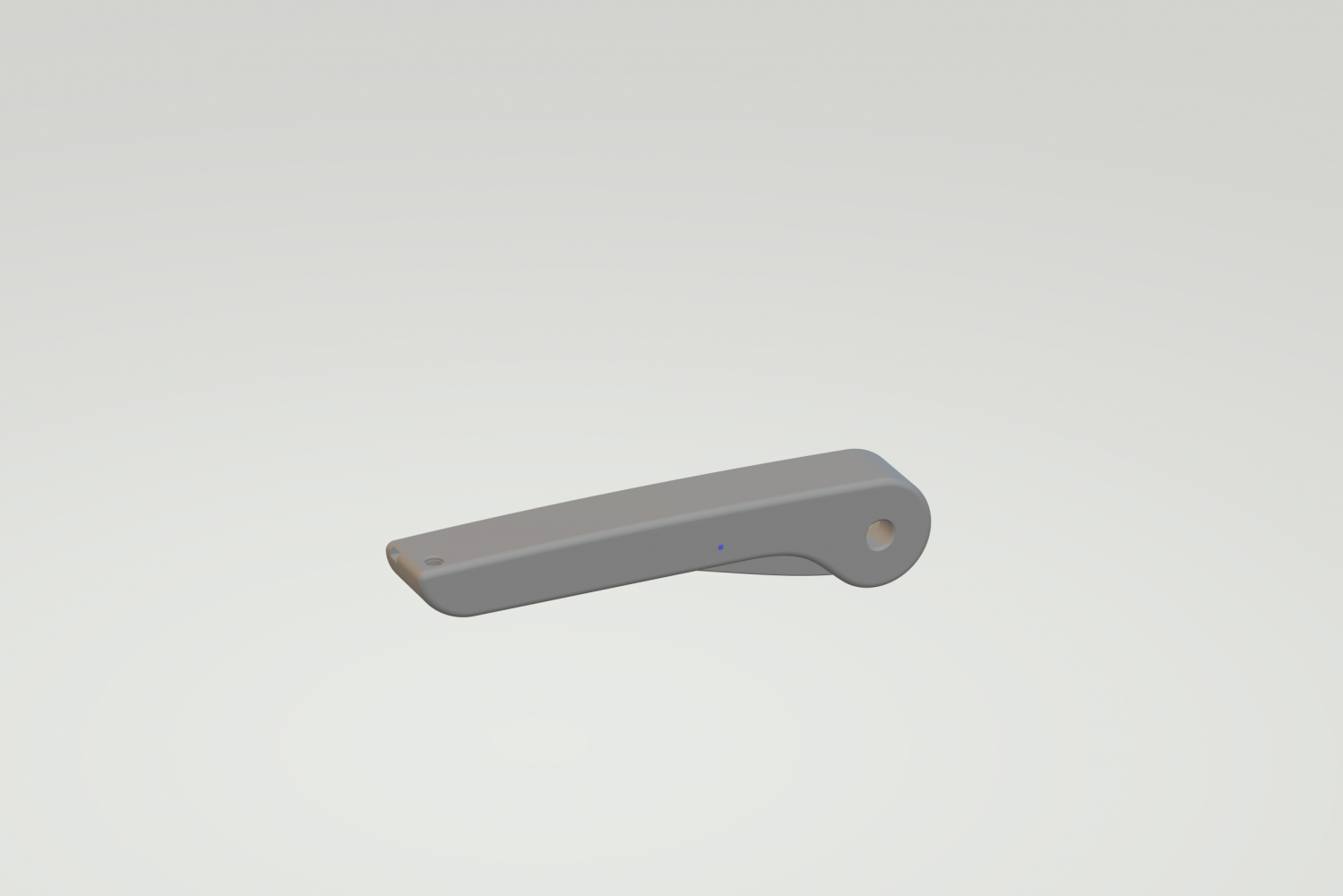
采用内部支撑结构从单壁过渡到双臂的管道
打印硬件的复杂程度和细微差别同样令人惊讶。
在这项技术中,FFF部分因其简单而为工程师们和业余爱好者们所熟悉,即使是用于铺放平面叠层的AFP也得到了改进和简化,现在在普通的实验室环境中就可以使用。
但是,一旦涉及按6个自由度进行打印以及纳入连续纤维,准确性就变得极为重要,对此,所生产部件的复杂程度就直接取决于系统的灵活性和准确性。
在末端执行器上,每一个部件都会增加体积,并对生成形状带来一些可能的限制。
为控制好如此复杂的机械系统,只需要使用一个工业CNC,复杂的运动、框架计算、工具定义和精度等都需要它。
最后,CAM软件和系统本身也一样复杂。
商用3D打印机的用户们习惯于使用导入部件实体模型的切片软件,以为打印机自动生成加工路径。
当按2.5D工作时,可以相对简单地通过算法生成加工路径,这是因为针对一个给定的层只有两个自由度。
但是,当按6个自由度沉积材料时,路径的生成就比较困难。
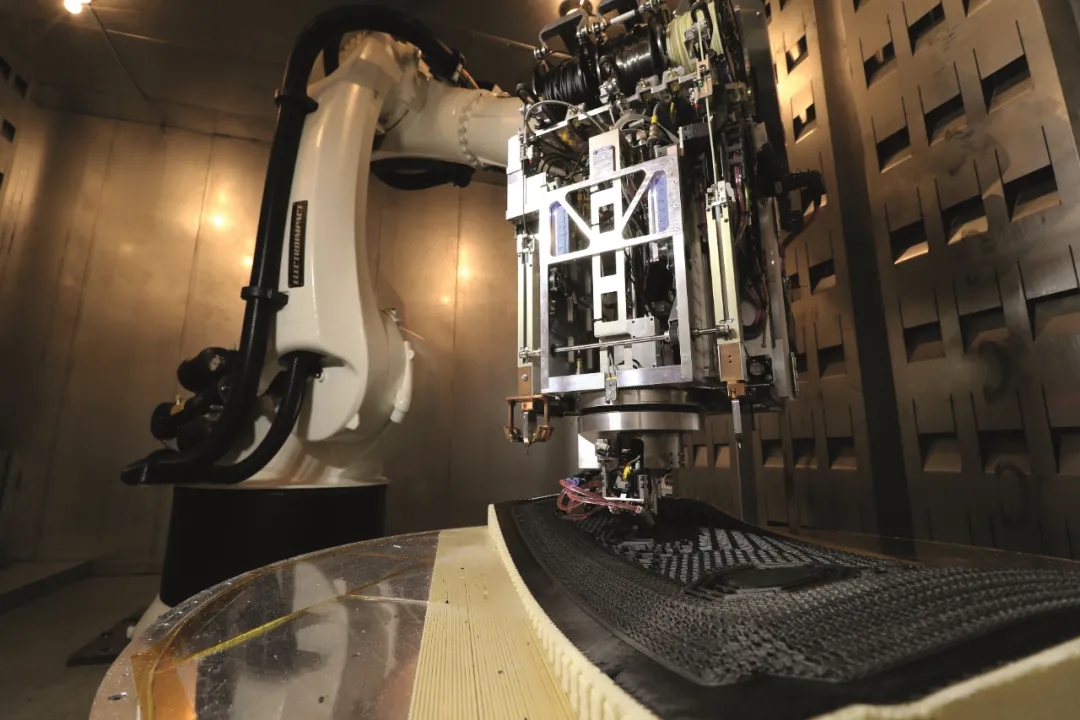
真正的3D打印连续碳纤维。SCRAM系统整合了一台FFF 3D打印机和一台热塑性AFP机器
Electroimpact公司采取的方法不是依靠自己来解决所有这四大挑战性难题,而是专注于自身的核心优势,即硬件和控制系统。
与最适合创建材料系统和CAM软件的业内同行合作,该公司开发的一体化系统在应对上诉四大挑战方面取得了重大进展,展现出了前所未有的能力。
未来
虽然在提升SCRAM技术的成熟度方面还有很多工作要做,但其发展速度的确很快,对它的热情和兴趣正推动着它的不断进步。
目前,采用SCRAM技术已经生产出了以前根本就无法制造的部件形状。
下一步开发的重点是,增强它的工业化生产能力,全面提升性能指标。
不可否认,真正六维自由度的连续纤维增强的3D打印已经到来。
Electroimpact公司开发了一种拥有6个自由度的连续纤维增强热塑性塑料3D打印系统,能实现航空复合材料部件的快速无模制造,以及现有制造方法不可能实现的新的设计自由度。
自2014年美国Markforged公司带着第一台商业化的连续纤维3D打印机 Mark One进入市场以来,全球的工程师们都梦想着有一个可以3D打印大型连续纤维增强部件的系统。
然而,要想完全以增材制造的方式生产强度是大多数金属数倍的复杂部件,却是一项令人困扰的挑战,这是因为塑料的密度以及不使用昂贵的铺层模具和热压罐。
目前,几家经验丰富的老牌公司和初创公司已进入这一领域,试图从更广泛的数十亿美元的增材制造市场中分得一杯羹。
近年来,Electroimpact公司一直在与航空领域的合作伙伴合作来开发这项技术,以满足OEM的应用需求。
该机舱门剖面图显示了打印的蜂窝结构与连续纤维的连接点的结合
梦想
航空工业中的许多人都认为,大型连续纤维复合材料部件的3D打印已经以自动纤维铺放(AFP)和自动带材铺放(ATL)的形式存在了,这两者都是通过后续再铺放材料层来生产复合材料部件的增材制造技术。
但是,这些技术都需要一副形状与成品部件一样的铺层模具,以便将材料铺放到其上。
实际上,人们真正想要的连续纤维3D打印机,并不需要使用铺层模具和真空袋,也不需要大量的辅助设备如热压罐或二次加工步骤,相反,它只是一个普通的制造平台,而且要尽可能多地消除系统中的各种约束条件,以便最终用户能够创建出各种各样的部件以及采用传统方法无法实现的形状。
其结果就是,实现以前不可想象的新的复合材料设计,包括更加一体化的结构,即减少紧固件的数量以及用于装配连接的粘合剂。
基本原则
任何高质量的复合材料部件都拥有3个基本特征,而无论选用的纤维和基体材料是什么。
这3个基本特征是:纤维的体积含量(即纤维与基体材料的比率)、孔隙率和纤维的平直度。
Electroimpact公司并不是唯一一家追求连续纤维3D 打印系统的公司,为应对挑战,其他公司采取了几种完全不同的方法,其中的一些公司试图将传统的熔融长丝制造(简称FFF)3D打印机与用于将连续纤维引入到熔融的热塑性塑料流中的机械装置结合起来,以使纤维嵌入到打印部件中。
另有一些公司则选择采用紫外催化的热固性树脂,使他们的连续纤维增强材料与树脂恰好在加工点上相混合,然后在加工过程中采用紫外辐射来引发树脂的快速固化。
这些共挤过程试图将更多的步骤整合到一个单一的系统中。
首先,要达到航空级别所要求的均匀一致的纤维百分比(50%+),这实现起来比较困难,系统沉积材料的加工点必须随着它在空间穿越部件的编程加工路径而进行加、减速,因此,将液体或熔化的基体材料注入到纤维中的过程也必须与加工点同步进行加、减速。
任何经验丰富的复合材料生产商都知道,当整个过程处于平稳状态而未受到较大的瞬变影响时,就会获得最均匀的材料。
将这种方法用于处理高纤维含量的复合材料时,要想对纤维进行均匀浸渍就显得比较困难,这往往会导致干的纤维斑块以及纤维在基体材料中的不良分布。
因此,浸渍步骤最好在运行稳定的专用生产设备上离线完成,这种设备专为生产纤维分布和纤维百分比均匀的高质量预浸渍材料而开发。
其次是孔隙率问题,孔隙是不能承受载荷的。
在热压罐中真空固化层压结构,同时施加几个大气压的压力,就可以使热压罐成型的复合材料主结构拥有不到1%的孔隙率,从而满足航空级别的黄金标准要求。
虽然施加的力巨大,但却能消除层压结构中几乎所有的孔隙。
对于正在寻求更多航空应用的非热压罐材料系统而言,通常所能实现的孔隙率低于3%。
这类材料无需昂贵的热压罐,但仍然需要真空来固化层压结构以消除孔隙,同时还需要一个固化炉。
总之,如果不能以某种方式来固化层压结构,这样的系统就永远不可能实现高质量部件所必需的低孔隙率。
最后,沉积连续纤维的物理过程要求在一定的张力下进行沉积。
如果这个过程需要在基体材料软化时的任何一点来推动纤维,就会导致纤维成束。不直的纤维直到被拉直后才能承受载荷。
因此,对于复合材料部件而言,束状纤维就意味着载荷只能由强度低得多的基体材料来承担。
SCRAM技术
Electroimpact公司正在开发一种基于旧技术的新技术,名为SCRAM,也称作“可升级的复合材料机器人增材制造(Scalable Composite Robotic Additive Manufacturing)” 。
这是一个整合了FFF 3D打印机与热塑性AFP机器的系统,该系统由一台精确操作的机器人、一个旋转构建平台和一个温控构建室组成。
末端执行器携带多个材料系统来打印可溶性的支撑材料(工装)、连续的纤维带材和短切纤维材料。
每一次打印,都是从机器人将支撑材料沉积到构建平台上开始的。
随后,机器人自动切换,以打印连续纤维增强材料和短切纤维增强材料,从而生产出部件。
这种连续纤维采用原位固结的方式沉积,其中,带材被激光焊接到基板上并在此过程中被压实。
如此获得的连续纤维增强复合材料部件,可以达到非热压罐工艺所能实现的孔隙率水平。
正在打印的机舱门
将短切纤维材料系统纳入进来,则是对连续纤维增强材料系统的补充。
通常,纤维体积含量高的连续纤维,会引入全方位FFF工艺所没有接触过的几何约束度,与单纯采用连续纤维带材所能产生的特征相比,其产生的特征要复杂得多。
在这些情况下,设计师们可以利用短切纤维材料来获得想要的特征。
一旦打印完毕,支撑材料即溶解,只留下成品部件。
由于材料系统完全是热塑性的,因此后续无需使用热压罐或加热炉来固化部件。
不同于传统的FFF 3D打印,SCRAM工艺采用真正的六轴加工路径来生产部件。
大多数的增材制造系统如FFF、SLA和 SLS都是所谓的2.5D,即将平面的2D层一层一层地铺叠起来形成一个3D形状。
相比之下,SCRAM则是真正的3D工艺,末端执行器在真正的六维自由度空间中沉积材料,这对于沉积连续纤维尤为重要,它可以确保纤维的取向与载荷路径相适应,以及从构建平台上获得准各向同性的叠层。
挑战
开发这种复杂技术面临四大挑战,涉及材料系统、打印硬件、控制系统和部件编程。
许多公司都试图开发这项技术。虽然一些公司在应对上述四大挑战中的2~3个方面取得了令人印象深刻的进展,但似乎没有哪家公司能够同时征服所有这四大难题。
首先,材料系统本身是最基本的挑战。
虽然可供选择的聚合物很多,但是,一旦增加了极端要求,比如,高温下使用、耐化学性以及烟雾和毒性要求等,可供选择的材料就很少了。而且,它们的加工也极具挑战性。
其次,由于承受大部分载荷的是纤维,因此,人们希望纤维的体积含量要尽可能高,并能确保材料的可靠沉积以及实现良好的粘结。
基于所有这些原因,经过多次试验后,Electroimpact决定采用基于PAEK的热塑性塑料以及50%~60%的纤维含量。
采用内部支撑结构从单壁过渡到双臂的管道
打印硬件的复杂程度和细微差别同样令人惊讶。
在这项技术中,FFF部分因其简单而为工程师们和业余爱好者们所熟悉,即使是用于铺放平面叠层的AFP也得到了改进和简化,现在在普通的实验室环境中就可以使用。
但是,一旦涉及按6个自由度进行打印以及纳入连续纤维,准确性就变得极为重要,对此,所生产部件的复杂程度就直接取决于系统的灵活性和准确性。
在末端执行器上,每一个部件都会增加体积,并对生成形状带来一些可能的限制。
为控制好如此复杂的机械系统,只需要使用一个工业CNC,复杂的运动、框架计算、工具定义和精度等都需要它。
最后,CAM软件和系统本身也一样复杂。
商用3D打印机的用户们习惯于使用导入部件实体模型的切片软件,以为打印机自动生成加工路径。
当按2.5D工作时,可以相对简单地通过算法生成加工路径,这是因为针对一个给定的层只有两个自由度。
但是,当按6个自由度沉积材料时,路径的生成就比较困难。
真正的3D打印连续碳纤维。SCRAM系统整合了一台FFF 3D打印机和一台热塑性AFP机器
Electroimpact公司采取的方法不是依靠自己来解决所有这四大挑战性难题,而是专注于自身的核心优势,即硬件和控制系统。
与最适合创建材料系统和CAM软件的业内同行合作,该公司开发的一体化系统在应对上诉四大挑战方面取得了重大进展,展现出了前所未有的能力。
未来
虽然在提升SCRAM技术的成熟度方面还有很多工作要做,但其发展速度的确很快,对它的热情和兴趣正推动着它的不断进步。
目前,采用SCRAM技术已经生产出了以前根本就无法制造的部件形状。
下一步开发的重点是,增强它的工业化生产能力,全面提升性能指标。
不可否认,真正六维自由度的连续纤维增强的3D打印已经到来。