
联塑机器推出PVC智能供料零碎处理方案
已有人阅读此文 - -现阶段,伴随着人力成本及耗能成本费占产品成本的比例越来越大,及其空气污染对身心健康产生的危害,如何提高PVC管材挤出生产流水线粉体设备原材料的智能化上料水平,及减少产品成本、提升PVC配混的精确性等一直是生产商追求完美的总体目标。
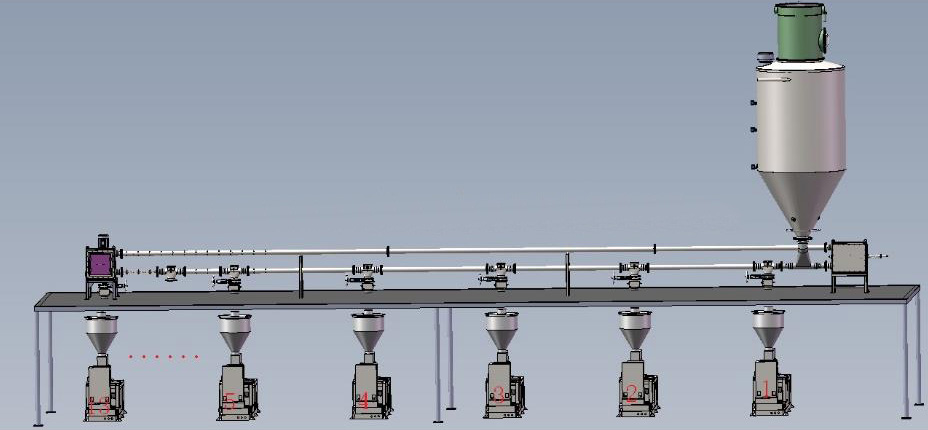
联塑设备企业发布的PVC智能化供料系统软件解决方法基础结构
在给挤出机料斗的集中化供料一部分,普遍现象下列的难题:
一、挤出机组投料料斗中的PVC原材料的集中化输送,一般选用管链或是螺旋式形式的远距离运输到众多挤出机台,在每一个挤出机料斗上开设高矮料位开关,一旦在其中某一个料斗欠料,就规定输送机马上运行给料,那样造成 输送机的经常启/停,大大的危害机器设备的可靠性;此外,一旦在其中某一个低料位开关无效,则造成 挤出机台常见故障关机,一旦高料位开关无效,则造成 输送机由于不断运行而卡住。
基本的挤出机集中化供料一般全是定量分析串联输送,挤出料斗里边的PVC颗粒料在耗费全过程中,料位的发生变化,在开料全过程中非常容易导致“冲料”和开料不持续(铁路桥)的状况,造成 挤出机挤出机螺杆非常容易拧断,更关键的是挤出成形后的塑胶制品受定量分析上料不匀的难题造成 商品壁厚不匀的比较严重产品质量问题。
联塑设备企业供料系统软件解决方法
对于PVC颗粒料集中化输送存在的不足,联塑设备企业为客户出示合理的相对解决方案,其供料系统软件选用可编程逻辑控制板根据对全部管链输送中下游的每台挤出机主电动机的起动、速率等数据信号开展收集,随后依据各挤出机速率数据信号开展标值计算,操纵挤出机的上料量,随后再根据上料量计算出每条生产流水线需要的供料量,随后再将供料量计算成输送管链的速率,即时地对输送管链速率开展调整。
当中下游挤出主电动机速率忽然扩大时或挤出机运作总数提升时,随着供料系统软件会马上检验出速率的转变及用材量的提升,相对提升上料速率,从而相对地按占比提升管链的输送速率;相反,当中下游挤出主电动机速率忽然减少时或挤出机运作总数降低时,供料系统软件随着相对减少上料速率,另外相对地按占比减少管链的输送速率。
此外,供料系统软件还载入了中下游每台挤出机的电流量、扭距主要参数,当挤出机超扭距警报时,供料系统软件会全自动关掉该台挤出机相匹配的管链输送管路进料口,并终止喂料器,从而确保挤出机上料量已不提升,进而使挤出机輸出扭距降低,合理地维护挤出机挤出机螺杆。
在软性远距离、多机器设备的颗粒料输送层面也具备与众不同的满料沉余卸压机械结构设计,保证在极端化的状况下:即便挤出机大部分料斗在满料的状况下,也可以保证管链在运作时“刮刀”所造成粉体设备工作压力的合理释放出来而不泄露。
此外,根据平稳的挤出量的操纵,做到商品“米重”的相对性稳定,进而确保商品壁厚的匀称。因为壁厚的匀称,在节约了原材料耗费的另外又确保了商品的品质。
全部供料系统软件控制板根据以太网交换机及网络线将中下游13台挤出机系统软件相互连接,并根据MODBUS TCP/IP通信协议创建通信。为全部控制系统出示了靠谱的接口方式。供料系统软件还能够根据通讯网关及安全性通信控制模块创建一个远程控制的实际操作视频监控系统。从而提升全部系统软件自动化技术、信息化管理水平。使客户之后能够扩展出大量的作用。
联塑设备企业这类PVC粉体设备软性回转式供料的设计方案,是一种“智能化供料”计划方案:根据即时收集中下游全部挤出机的一系列重要的数据信息,动态性而且连续运作并立即调整输送量,而且輔助有极端化状况下的挤出料斗满料卸压机械系统。那样可以合理处理基本定量分析、间歇性供料造成 挤出机料斗“冲料”、“物料阻塞”、挤出机挤出机螺杆非常容易拧断、PVC挤出机的挤出量不稳定及其集中化供料系统软件自身设备故障率高的一系列难题。
来源于:CPRJ 中国塑料硫化橡胶







