




























物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表
下载原厂物性表

邮件发送/他人
| 牌号简介 About |
|---|
| 薄膜挤出,挤出,挤出级Novamid是一种高品质的聚酰胺,已开发成为一条特殊的生产线,以满足我们日本客户的高需求水平。Novamid在各个领域和各个地区都有不同的应用。从汽车到包装,Novamid得到了经验丰富、范围广泛的专家的支持。 Film Extrusion, Extrusion, Extrusion Grade |
产品描述 Product Description
厂家:帝斯曼 DSM
类别:PA66/6 PA66/6
加工条件:挤出 Extrusion
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.14 | g/cm³ | ISO 1183 |
|
熔体体积流动速率 Melt Volume Rate |
|||
|
230℃,2.16 kg 230℃,2.16 kg |
2.30 | cm³/10min | ISO 1133 |
|
吸水率 Water absorption rate |
|||
|
平衡,23℃,50% RH Equilibrium, 23 ℃, 50% RH |
3.5 | % | ISO 62 |
|
粘数 Viscosity number |
246 | cm³/g | ISO 307 |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
熔融温度 Melting temperature 2 |
193 | ℃ | ISO 11357-3 |
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
可燃性等级 Flammability level |
|||
|
-- -- |
|||
|
1.5 mm 1.5 mm |
|||
| 备注 |
|---|
| 2、10°C/min |
|
【新闻资讯】查看全部 
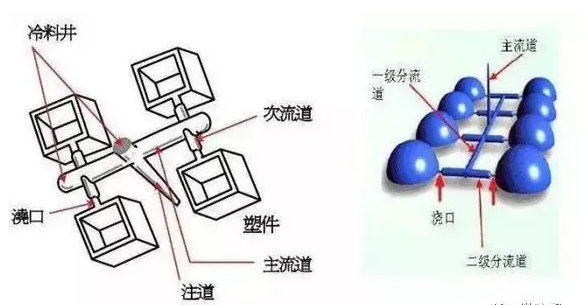
【干货】如何设计注塑模具的浇口?
2021-02-23 搜料网资讯: 浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关。但就基本作用来说,浇口截面要小,长度要短,因为只有这样才能满足增大流料速度,快 |
|
【干货】如何设计注塑模具的浇口? 搜料网资讯:浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关。但就基本作用来说,浇口截面要小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求。 1. 浇口位置需要满足的要求 外观要求(浇口痕迹,熔接线) 产品功能要求 模具加工要求 产品的翘曲变形 浇口容不容易去除 成型工艺易掌控 2. 对生产和功能的影响 流长决定射出压力,锁模力,以及产品填不填的满流长缩短可降低射出压力及锁模力。 浇口位置会影响保压压力,保压压力大小,保压压力是否平衡,将浇口远离产品受力位置(如轴承处)以避免残留应力,浇口位置必须考虑排气,以避免积风发生,不要将浇口放在产品较弱处或嵌入处,以避免偏位。
3. 选择浇口位置的技巧 浇口 浇口是一条横切面面积细小的短槽,用以连接流道与模穴。横切面面积所以要小,目的是要获得以下效果: -模穴注不久,浇口即冷结 -除水口简易 -除水口完毕,仅留下少许痕迹 -使多个模穴的填料较易控制 -减少填料过多现象 浇口位置以及尺寸 ① 将浇口放置于产品最厚处,从最厚处进浇可提供较佳的充填及保压效果。如果保压不足,较薄的区域会比较厚的区域更快凝固,避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生。 ② 可能的话,从产品中央进浇,将浇口放置于产品中央可提供等长的流长,流长的大小会影响所需的射出压力,中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩。 ③ 当塑料流入流道时,塑料接近模面最先降热(冷却)及凝固。塑料再向前流动时只是在此凝固的塑料层流过。又由于塑料是低传热物质,固态的塑料形成绝绿层及保持层的仍可流动。 所以,在理想的情况下,浇口应设置在横流道层位置,使得最佳的塑料流动效应。此情况最常见于圆形及六角形的横流道.然而梯形的横流道无法达致此效果,因浇口不能设置于流道的中间位置。 决定浇口位置时,应紧守下列原则: -注入模穴各部份的胶料应尽量平均; -注入工模的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前线; -应考虑可能出现焊痕,气泡,凹穴,虚位,射胶不足及喷胶等情况; -应尽量使除水口操作容易进行,最好是自动操作; -浇口的位置应与各方面配合。 设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑: -浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失。 -浇口须细窄,以便容易冷结及防止过量塑料倒流.故此浇口在流道中央,而它的横切面应尽可能成圆形。不过,浇口的开关通常是由模件的开关来决定的。 浇口尺寸 浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口最佳尺寸: -胶料流动特性 -模件之厚薄 -注入模腔的胶料量 -熔解温度 -工模温度 4. 浇口的平衡 如果不能获得平衡的流道系统,可采用下述浇口平衡法,以达到划一注模的目标。这种方法适用于有大量模穴的工模。 浇口的平衡法有两种:改变浇口槽道的长度及改变浇口的横切面面积。在另一种情况下,即模穴有不同的投影面积时,浇口也需要平衡。 这时,要决定浇口的大小,就要先将其中一个浇口尺寸定出,求出它与其对应模穴体积相较的比率,并且把这个比率应用到其浇口与各对应模穴的比较上,便可相继求出各个浇口的尺寸。经过实际试注后,便可完成浇口的平衡操作。 5. 直接浇口或大水口 浇道直接供应塑料到制成品,浇道黏附在制成品上。在两板的工模,大水口通常是一出一,但在三板模或热流道工模的设计上,可以一啤多。 缺点:在制成品表面形成水口印会影响成品外观,而水口印大小在于唧咀的细直径孔。 6. 唧咀的脱模角,唧咀的长度 因此大水口印可以减细,只要将上述唧咀的尺寸改小.但唧咀的直径受唧咀直径的影响,而水口要易于出模的关系,脱模角不能少过3度,所以只有唧咀长度可以减短,用加长唧咀即可。 浇口选择: 浇口是流道和型腔的连接部分,也是注塑模进料系统的最后部分,其基本作用为: 使从流道来的熔融塑料以最快的速度进入充满型腔。 型腔充满后,浇口能迅速冷却封闭,防止型腔能还未冷却的塑料回流。 PS:(唧咀在模具占很重要的一部份,加热溶解塑胶经唧咀注入模具后才形成产品,装配在前模(A板)的正中间) 7. 总结 浇口的设计和塑件的尺寸、形状模具结构,注射工艺条件及塑件性能等因素有关。但就基本作用来说,浇口截面要小,长度要短,因为只有这样才能满足增大流料速度,快速冷却封闭,便于塑件分离以及浇口残痕最小等要求。 浇口设计要点可归纳如下: 1)浇口开设在塑件断面较厚的部位,使熔料从厚料断面流入薄断面保证充模完全; 2)浇口位置的选择,应使塑料充模流程最短,以减少压力损失; 3)浇口位置的选择,应有利于排除型腔中的空气; 4)浇口不宜使熔料直冲入型腔,否则会产生漩流,在塑件上留下旋形的痕迹,特别是窄的浇口更容易出现这种缺陷; 5)浇口位置的选择,应防止在塑料表面上产生拼缝线,特别实在圆环或是圆筒形的塑件中,应在浇口的面的熔料浇合处加开冷料井; 6)带有细长的型芯的注塑模的浇口位置,应当离成型芯较远,不使成型芯受料流冲而变形; 7)大型或扁平塑件成形时,为防止翘曲、变形、缺料可采用复式浇口; 8)浇口应尽量开设在不影响塑件外观的位置,如边缘底部; 9)浇口的尺寸取决于塑件的尺寸、形状和塑料的性能; 10)设计多个型腔注塑模时,结合流道的平衡来考虑浇口的平衡,尽量做到熔融料同时均匀充。 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付