


























| 牌号简介 About |
|---|
| 挤压和注射成型等级;带有特殊的紫外线稳定剂;壁厚达6 mm的透明;非常好的水解和微生物抗性;应用;滑雪靴外壳;软管,非增强型 Extrusion- and injection molding grade; with special UV stabilizers; transparent up to 6 mm wall thickness; very good hydrolysis and microbial resistance; Application; Ski boot shells; Hoses, non-reinforced |
产品描述 Product Description
厂家:德国科思创 Covestro
类别:TPU-醚 TPU-醚
用途:管道;体育用品;
颜色:清晰/透明
加工条件:挤出 Extrusion
性能特点: 细菌阻隔; 耐水解; 耐候抗UV; Weather resistance is good,Hydrolysis stability,Antimicrobial properties
紫外线:UV Stabilized
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.16 | g/cm³ | ISO 1183 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
邵氏硬度 Shore hardness |
ISO 868 | ||
|
邵氏 C,23℃ Shore C, 23 ℃ |
97 | ISO 868 | |
|
邵氏 D,23℃ Shore D, 23 ℃ |
58 | ISO 868 | |
|
拉伸强度 tensile strength 2 |
DIN 53504 | ||
|
断裂,23℃ Fracture, 23 ℃ 2 |
52.7 | MPa | DIN 53504 |
|
10% 应变,23℃ 10% strain, 23 ℃ |
10.9 | MPa | DIN 53504 |
|
50% 应变,23℃ 50% strain, 23 ℃ |
MPa | DIN 53504 | |
|
100% 应变,23℃ 100% strain, 23 ℃ |
MPa | DIN 53504 | |
|
300% 应变,23℃ 300% Strain, 73°F |
MPa | DIN 53504 | |
|
拉伸应变 Tensile strain |
|||
|
断裂,23℃ Fracture, 23 ℃ |
% | DIN 53504 | |
|
弯曲模量 Bending modulus 3 |
|||
|
23℃ 23℃ 3 |
MPa | ISO 178 | |
|
耐磨性 Wear resistance |
|||
|
23℃ 23℃ |
mm³ | ISO 4649-A | |
|
拉伸储能模量 Tensile storage modulus |
ISO 6721-1,-4 | ||
|
-20℃ -20℃ |
GPa | ISO 6721-1,-4 | |
|
20℃ 20℃ |
GPa | ISO 6721-1,-4 | |
|
60℃ 60℃ |
GPa | ISO 6721-1,-4 | |
|
弹性体 elastic body |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
撕裂强度 tear strength 4 |
|||
|
23℃ 23℃ 4 |
kN/m | ISO 34-1 | |
|
压缩形变 Compression deformation |
ISO 815 | ||
|
23℃,72 hr 23℃,72 hr |
% | ISO 815 | |
|
70℃,24 hr 70℃,24 hr |
% | ISO 815 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
Impact Resilience(23℃) Impact Resilience(23℃) |
% | ISO 4662 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 7,9 in/min |
| 3 0,079 in/min |
| 4 20 in/min |
|
【新闻资讯】查看全部 
【干货】车用聚丙烯复合材料气味控制技术
2021-02-05 搜料网资讯: 汽车用塑料品种繁多,聚丙烯(PP)复合材料是主要品种之一,其用量占汽车塑料使用量的1/3以上。但因降解、氧化等原因产生大量挥发性有机物(VOCs),造成车内环境质量下 |
|
【干货】车用聚丙烯复合材料气味控制技术 搜料网资讯:汽车用塑料品种繁多,聚丙烯(PP)复合材料是主要品种之一,其用量占汽车塑料使用量的1/3以上。但因降解、氧化等原因产生大量挥发性有机物(VOCs),造成车内环境质量下降,限制了PP材料在高档汽车中的应用。 吉利汽车研究院(宁波)有限公司对车用PP复合材料气味管控技术方面的研究进行了介绍。 车用PP复合材料气味来源分析 车用PP复合材料气味的来源复杂,从基材的聚合到复合材料的改性加工再到运输、储存、使用等过程都会有散发性气体产生。 首先PP原料在聚合时,存在己烷、乙醇、庚烷等溶剂和部分小分子聚合物的残留。 其次,加工过程中需要添加催化剂、助剂。如能增加两相相容性的增容剂;提高耐刮擦性能的耐刮擦剂;增强光热稳定性的抗氧剂和光稳定剂等。添加的催化剂和助剂基本都属于小分子化合物,这些小分子化合物赋予了PP复合材料更加优异的加工性能和应用性能的同时也对PP复合材料的异味有一定的贡献。 最后,在加工过程,如注塑、挤压加工改性时,PP在高温高剪切加工下由于自由基的断裂以及分子歧化反应产生醛、酮等散发性气味。PP分子链上含有极不稳定的叔碳原子,在光、热、机械等外界作用下发生降解释放一些散发性物质。 车用PP复合材料气味控制技术 01 PP粒料的选择 为了满足轻量化、薄壁化的零件设计要求,PP改性材料要求较高的流动性,即较高的熔体流动速率。当前生产高流动PP粒料方法有氧化降解法和氢调法。 氧化降解法工艺简单,可操作性强,但在气味方面存在缺陷。随着国六标准强制执行,对车内空气质量要求的加强,这种方法在车用PP粒料生产中逐渐表现出了应用的局限性。 而氢调法通过氢气浓度对PP粒料的流动性进行调节,不会产生强烈的异味物质,在车用PP粒料的生产中逐渐受到青睐。由于分子量调节剂氢气反应活性低,对催化剂的要求较高,工艺尚不十分成熟,但也有不少企业取得了一定的进展。 将加氢法和氧化降解法生产的树脂制备的复合材料进行VOCs含量的对比测试,结果见图1。图1表明,加氢法树脂制备的复合材料VOCs含量降至28μg/g以下,而降解法的VOCs含量高于45μg/g,加氢法VOCs下降幅度高达38%。
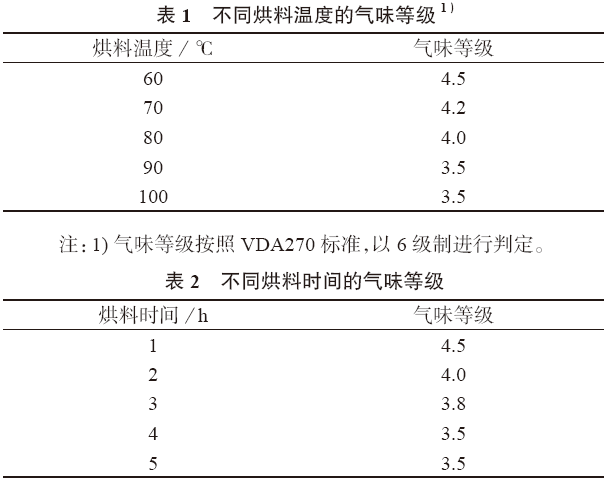
02 助剂的选择 PP材料在汽车上的应用有主副仪表板、门板、立柱等零件。为满足不同零部件对材料特性的要求,通常会加入各种助剂。助剂的加入改善了PP复合材料的性能,但同时也给PP材料带来了气味问题。究其原因,或是因为有些助剂自身的气味,又或是因为加工过程中的高温降解,生成一些气味物质。 汽车主副仪表板、门板、立柱等具有外露面的零件,对材料的耐刮擦性要求较高,因此在生产这些零件时需加入耐刮擦剂进行性能优化,常见耐刮擦剂主要有聚硅氧烷类和酰胺类。 部分PP材料中采用过氧化物作为分子量调节剂,产生新的气味问题。传统的过氧化物如氧化二异丙苯、二叔丁基过氧化物等在高温下易分解成醛、酮等异味分子。而采用二叔戊基过氧化物与PP树脂混合制成母粒,可有效降低过氧化物降解带来的气味问题。 PP若发生氧化反应,会导致材料变黄、硬化等不良现象。而通过加入抗氧剂,可以捕捉自由基形成稳定产物,延长PP材料使用寿命。有研究表明,不同类型的抗氧剂挥发性不同,挥发性随相对分子质量升高而降低,可以选择高相对分子质量的抗氧剂作为降低气味的手段之一。 PP复合材料用助剂种类复杂,选择合适的助剂对材料的气味改进效果是明显的。助剂的优化可从以下三个角度出发:一是助剂在低浓度下的高效性;二是助剂与基材良好的相容性且不与复合材料其它组分反应、不影响复合材料的其它性能;三是高热稳定性、低挥发性、无异味。 03 吸附剂除味 添加吸附剂是提升PP改性材料气味的有效手段之一。吸附剂除味主要分为化学反应和物理吸附。 化学反应是指在PP材料中加入特殊的螯合剂,使其与易挥发物质发生螯合反应。由于反应产物的分子量较大,不易挥发出来,从而锁定了异味成分。化学吸附主要依靠物质间的化学键,即需要吸附剂和气味物质产生一定的化学反应,因此化学吸附的针对性特别强,适用于挥发性物质种类少且明确的情况下。 物理吸附主要是采用多孔结构物质,利用其大量的结晶空洞对气味分子或挥发性的小分子进行吸附,常用的物理吸附剂有氧化铝、活性炭、硅藻土、凹凸棒硅胶、分子筛等。 物理吸附和化学吸附从其吸附除味原理来看,应用中各有限制,为增加吸附效果目前产业中将多种除味剂进行复配使用的较多。由于吸附剂的种类多样,吸附原理和作用不同,对PP材料本身的物性影响也有不同,因此,在实际生产加工中,需要进行多轮的试验、小批量验证,最终优选最佳的吸附剂选用方案。 04 萃取–脱挥技术 吸附型除味技术是将气味分子以化学或物理形式吸附,从而减少气味分子的挥发。而萃取型除味则是通过加入挥发性强的萃取剂,萃取剂通常为低沸点化合物,利用萃取剂与气味小分子共沸原理,将气味分子脱离PP材料。 当前常用的萃取剂有水、低分子醇醚、含水的聚合物母粒以及表面活性剂等。从萃取型除味原理来看,萃取除味技术通常需结合PP材料造粒过程中的抽真空,即脱挥技术来提高除味效果。一般在PP材料改性造粒生产过程中,采用的是双螺杆挤出机。双螺杆挤出机的剪切较强,且可以分段执行不同功能,有剪切区和推进区之分。在推进区可以将部分螺杆区域开孔、开槽,和抽真空设备一起形成脱挥区。多阶脱挥装置在合成、混炼、造粒的过程中脱除小分子物质,从而减少加工过程中的副反应。而萃取剂在熔体中快速挥发运动,进一步加快了小分子的脱离。 脱挥效率在一定范围内随着真空度的增加而提高,同时增加萃取剂的用量,也能促进PP改性材料中挥发物的散发速度。但过大的真空度会导致生产成本的增加且当真空度达到一定值后,也即当吸附–解吸附达到平衡后继续增加真空度,对脱挥效率基本无明显提高,真空度的选择需跟进生产情况综合考虑。 05 后处理条件的选择 在PP改性造粒过程中,温度一般在230℃以上。在这个温度区间,PP材料本身已开始分解。同时,在高温条件下,PP和助剂会产生复杂的聚合和分解反应。PP的分解产物和助剂参与反应的副产物,是PP材料加工过程中新产生的小分子物质,会明显影响材料的气味状态。因此,需要针对这些小分子材料,通过增加烘烤后处理的方式,有效地使其挥发,减少其对材料的气味影响。 目前,主流的改性厂家,均采用烘料罐的形式,对粒子进行烘烤后处理。部分生产厂家,甚至会采用多轮烘料罐的形式,增加烘料的时间和烘料的均匀度,进一步增强小分子异味的散发。表1、表2为不同烘料温度和烘料时间的气味等级。
结语 PP复合材料的气味来源是复杂多样的,或因为聚合物在光、热等外界作用下的降解;或是由于加入各种助剂的氧化、分解作用等。在车用PP复合材料生产中,应根据不同零部件所需性能的要求,选择合适的原料和助剂,适当地优化工艺参数,科学地选择除味方法,高效地使用脱挥设备,将多种气味改性技术协同化,最终达到提升材料气味等级的目标。 |

|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。












 支付宝
支付宝 微信支付
微信支付