




























物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表

邮件发送/他人
| 牌号简介 About |
|---|
| Vydyne® R860 BK02 是通用的玻璃纤维和矿物增强树脂。该产品采用黑色涂层,也经过润滑处理,可改善流动性,并提供卓越的表面外观。与未增强的PA66相比,玻璃纤维和矿物增强的树脂具有更高的使用温度,抗蠕变性和更好的尺寸稳定性。这些产品对各种化学品具有良好的耐化学性,包括汽油,液压油和大多数溶剂,典型的应用:Vydyne® R860 BK02可成功用于各种塑料工程应用,典型的零件包括汽车夹,散热器护罩,风扇和镜架,电气连接器,外壳和线轴,还有工业应用,如齿轮,轴承壳,盖子和外壳 Vydyne R860 BK02 is general-purpose, glass-fiber and mineral-reinforced PA66 resin. Available in black, this product is also lubricated for improved flow and offers superior surface appearance. Glass fiber and mineral-reinforced Vydyne resins provide higher heat distortion temperature, resistance to creep and better dimensional stability when compared with unreinforced PA66. These products have good chemical resistance to a broad range of chemicals including gasoline, hydraulic fluids and most solvents. Typical Applications/End Uses: Vydyne R860 BK02 can be successfully used in a wide range of injection-molding engineering applications. Typical parts include automotive clips, radiator shrouds, fans and mirror brackets; electrical connectors, housings and bobbins; and industrial applications such as gears, bearing shells, covers and housings. |
产品描述 Product Description
厂家:美国奥升德 Ascend
类别:PA66 PA66
用途:汽车领域的应用;高温应用;
颜色:自然色,不透明
加工条件:注射成型 Injection Molding
性能特点: 低光泽; Low Gloss
填料:玻璃纤维/矿物
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.47 | g/cm³ | ISO 1183 |
|
吸水率 Water absorption rate |
|||
|
饱和,23℃,24hr Saturation, 23 ℃, 24 hours |
0.6 | % | ISO 62 |
|
平衡,23℃,24hr,50% RH Equilibrium, 23 ℃, 24hr, 50% RH |
0.2 | % | ISO 62 |
|
收缩率 Shrinkage rate |
|||
|
TD:23℃,2.0 mm TD:23℃,2.0 mm |
0.25 | % | ISO 294-4 |
|
MD:23℃,2.0 mm MD:23℃,2.0 mm |
0.8 | % | ISO 294-4 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸强度 tensile strength |
|||
|
断裂,23℃ Fracture, 23 ℃ |
MPa | ISO 527-2 | |
|
拉伸应变 Tensile strain |
|||
|
断裂 fracture |
% | ISO 527-2 | |
|
拉伸模量 Tensile modulus |
|||
|
23℃ 23℃ |
MPa | ISO 527-2 | |
|
弯曲强度 bending strength |
|||
|
23℃ 23℃ |
MPa | ISO 178 | |
|
弯曲模量 Bending modulus |
MPa | ISO 178 | |
|
泊松比 Poisson's ratio |
- | ISO 527-2 | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
线性热膨胀系数 Linear coefficient of thermal expansion |
|||
|
TD:23~55℃,2 mm TD:23~55℃,2 mm |
1/℃ | ISO 11359-2 | |
|
MD:23~55℃,2 mm MD:23~55℃,2 mm |
1/℃ | ISO 11359-2 | |
|
熔融温度 Melting temperature |
℃ | ISO 11357-2 | |
|
热变形温度 Hot deformation temperature |
|||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
℃ | ISO 75-2/B | |
|
0.45 MPa,未退火 0.45 MPa, unannealed |
℃ | ISO 75-2/A | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁无缺口冲击强度 Charpy Unnotch Impact strength |
|||
|
-30℃ -30℃ |
kJ/m² | ISO 179/1eU | |
|
23℃ 23℃ |
kJ/m² | ISO 179/1eU | |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
|||
|
-30℃ -30℃ |
ISO 179/1eA | ||
|
23℃ 23℃ |
ISO 179/1eA | ||
|
悬臂梁缺口冲击强度 Impact strength of cantilever beam notch |
|||
|
-30℃ -30℃ |
kJ/m² | ISO 180 | |
|
23℃ 23℃ |
kJ/m² | ISO 180 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
|
【新闻资讯】查看全部 
中国塑料城一周市场评述 (11月9日至11月13日)
2020-11-13 搜料网资讯: 本周,余姚中国塑料城塑料原料市场 表现不一,走势再度呈现分化。软胶在各方均无热点带动的情况下,延续疲弱整理,硬胶则在上、下游突飞猛涨及炒作的配合下继续直 |
|
中国塑料城一周市场评述 (11月9日至11月13日) 搜料网资讯:本周,余姚中国塑料城塑料原料市场表现不一,走势再度呈现分化。软胶在各方均无热点带动的情况下,延续疲弱整理,硬胶则在上、下游突飞猛涨及炒作的配合下继续直冲云霄,PC等工程料也呈一日千里的涨势。不过,随着价格的持续大幅攀升,下游企业采购趋缓,据反应,部分工厂已出现使用替代料的情况。预计,近期部分品种在成本及货紧的推动下仍有望走高,但压力及风险也会进一步加大。 低密度聚乙烯(LDPE) 10700-10900元(周末吨价,下同) -100/-100 气氛平稳,行情未现明显波澜。周末,LDPE主流报价在10700-10900元。其中,上海石化Q281为10800元,下跌100元,N220报10900元,下跌50元。大庆石化2426H为10800元。扬巴2426H为10800元。兰州石化2426H为10800元。齐鲁石化2102TN26为10700元,下跌100元。本周,虽然国际原油暴涨,乙烯也呈上行趋势,但却难以拉高价格重心。主要是受制于低迷的需求面,市场向好缺乏根本动力。总体来看,在石化稳价政策的支撑下,场内心态尚算平稳,不过观望气氛偏浓,贸易商和下游工厂接货均较为犹豫。预计,若无亮点指引,低密度聚乙烯短线市场可能尚难走出震荡之势。 外盘行情:亚洲市场最新价格,报价1180-1182美元/吨(CFR中国),上涨10美元/吨,1190-1192美元/吨(CFR东南亚),上涨15美元/吨。单体价格:周四(11月12日)乙烯价格在838-844美元/吨(CFR东北亚),上涨100美元/吨,763-769美元/吨(CFR东南亚),上涨30美元/吨。
线型低密度聚乙烯(LLDPE) 7800-8500元 +100/0 总体趋稳,个别震荡。周末,LLDPE主流报价在7800-8500元。其中,大庆石化7042为7800元,上涨100元。吉林石化7042为7800元,上涨100元。扬子石化7042为8100元,YLF-1802为8500元。上海赛科LL0220KJ为8150元,上涨50元。沙特218WJ为8100元。当前市场各方均无大的变化,既无明显促跌因素出现,也缺乏实质性利好带动,主流行情呈现平稳格局。上游走高,石化稳价,成本支撑稳固,但备受关注的终端需求仍无明显起色,行情向好阻力依然不少。贸易商心态平稳,在后市尚不明朗的情况下,操作上未起大的变化。预计,短期的线型低密度聚乙烯市场可能难露明显起色。 外盘行情:亚洲市场报价在930-932美元/吨(CFR中国),上涨10美元/吨,940-942美元/吨(CFR东南亚),上涨15美元/吨。
高密度聚乙烯(HDPE) 走势平稳,行情变化不大。目前市场处于涨跌两难的境地中。终端需求表现依然不佳,短期内阻力难以消退,但在综合成本的支撑下,行情下行空间也有限。业内人士多在观望中等待后市进一步明朗。预计,若无利好带动,高密度聚乙烯市场短时间内可能尚难摆脱震荡格局。 拉丝料 周末主流报价在8700-8800元。其中,大庆石化5000S为8700元。扬子石化5000S为8800元。 注塑料 周末主流报价在7700-8200元。其中,大庆石化DMDA6200报7700元。抚顺石化2911报8200元。 薄膜料 周末主流报价在8200-8800元。其中,上海赛科HD5301AA为8200元,下跌150元。齐鲁石化DGDA6098报8600元。台湾塑胶9001为8350元。韩国油化F600为8800元。 中空料 周末主流报价在8250-10200元。其中,金菲石化5502为8250元。韩国LG BE0400为10200元。 外盘行情:亚洲市场最新价格:拉丝料在940-942美元/吨(CFR中国),上涨10美元/吨,960-962美元/吨(CFR东南亚),持稳;注塑料在880-882美元/吨(CFR中国) ,900-902美元/吨(CFR东南亚),均上涨10美元/吨;膜料在950-952美元/吨(CFR中国),上涨10美元/吨,970-972美元/吨(CFR东南亚),持稳;吹塑料在940-942美元/吨(CFR中国),960-962美元/吨(CFR东南亚),均持稳。
聚丙烯(PP) 市场尚难走出整理态势。周末,均聚拉丝/注塑料主流报价在8600-9100元。其中,上海石化T300为9100元。镇海炼化T30S为8700元,下跌100元。绍兴三圆T30S为8650元,上涨50元。宁波富德T30S为8600元,上涨100元。上海赛科S1003为8600元。扬子石化F401为8900元。国产共聚料在9100-9550元。其中,上海石化M180R为9100元,下跌100元。燕山石化K8303为9500元。扬子石化PPB-M02(J340)为9200元,PPB-M02-V (K8003)为9550元,下跌50元。进口共聚料在9350-9650元。其中,韩国现代M1600为9500元,上涨300元。韩国晓星J340为9600元。埃克森美孚AP03B为9350元,上涨150元。韩国SK B380G为9650元。窄带单丝045为8100元。当前的聚丙烯市场仍处于不温不火的震荡态势中。尽管原油大涨,石化价格稳中小涨,但对行情影响不大。主要是下游工厂入市热情难以提升,需求维持一般偏淡。贸易商持观望态度的居多,虽不乐观后市,但让利意向也不高。预计,近期的聚丙烯市场可能难以出现明显向好变化。 外盘行情:亚洲市场最新价格:注塑PP在1008-1010美元/吨(CFR中国),上涨10美元/吨,1038-1040美元/吨(CFR东南亚),上涨30美元/吨;IPP膜在1018-1020美元/吨(CFR中国),上涨10美元/吨,1053-1055美元/吨(CFR东南亚),上涨30美元/吨;BOPP在1028-1030美元/吨(CFR中国),上涨10美元/吨,1053-1055美元/吨(CFR东南亚),上涨30美元/吨;共聚1048-1050美元/吨(CFR中国),上涨15美元/吨,1078-1080美元/吨(CFR东南亚),上涨30美元/吨。周四,丙烯单体最新报价在887-895美元/吨(CFR中国),持稳,878-884美元/吨(FOB韩国),上涨15美元/吨。
聚氯乙烯(PVC) 市场表现突出 行情继续拉升。周末,乙烯法通用粉料主流报价8600-8750元。齐鲁石化S-700为8750元,拉升550元。齐鲁石化S-1000为8600元,拉升600元。本周市场货源紧张的状态依旧,社会总体库存较低,加上原料电石及期货价格上涨的提振,铸就了PVC强劲的走势。贸易商销售暂无压力,挺价心态明显。但下游厂家抵触心理渐浓,部分企业开工负荷降低,按需采购为主,实际成交维持清淡。预计,聚氯乙烯短线市场仍有一定的上行空间。 原料价格及外盘行情:VCM报价在921-923美元/吨(CFR远东),上涨15美元/吨,960-962美元/吨(CFR东南亚),上涨22美元/吨;EDC价格在483-485美元/吨(CFR远东),上涨43美元/吨,482-484美元/吨(CFR东南亚),上涨14美元/吨。亚洲PVC市场最新价格1090-1092美元/吨(CFR远东),上涨19美元/吨,1111-1113美元/吨(CFR东南亚),上涨21美元/吨。
聚苯乙烯(PS) 市场走势强劲 行情全线上行。周末,通用级(GPPS)主流报价在10100-14000元,上涨100-1300元。其中,中信国安GPS-525为10100元,上行100元。宁波台化GP5250为12000元。扬巴158K为12000元,上行200元。广东星辉(原SK汕头)SKG-118为11200元,上行1000元。镇江奇美PG-33为14000元,上行1300元。高抗冲级(HIPS)主流报价在12900-15500元。其中,盘锦乙烯825为13500元,上行1000元。广东星辉(原SK汕头)127为12900元,上行500元。镇江奇美PH-88为15500元,上行500元。上海赛科622为14000元,上行500元。苯乙烯暴涨,为本就热闹的PS市场再添一把火,多数生产厂家延续挺价举措,行情向上突破水到渠成。不过,居安思危,由于涨幅过大,涨速过快,下游企业一时间难以接受,补货热情逐步降温,成交跟进欠佳或成后市的关键阻碍。预计,近期的聚苯乙烯市场上涨难度有所增大,不乏消化整理的可能。 外盘行情:亚洲市场价格:GPPS在1300-1310美元/吨(CFR东南亚),1300-1310美元/吨(CFR中国),均上涨40美元/吨。HIPS在1500-1510美元/吨(CFR东南亚),1500-1510美元/吨(CFR中国),均上涨50美元/吨。周四,苯乙烯单体价格在1093-1097美元/吨(CFR中国),大涨125美元/吨。人民币价格在8500-8550元(张家港),大涨800元。
ABS树脂 市场延续涨势 幅度明显。周末,国产ABS主流报价在17800-19800元,上涨600-1400元。其中,吉林石化0215A为17800元,上涨600元。LG甬兴HI-121H为19000元,上涨1000元。宁波台化AG15A1为18500元,上涨1000元。镇江奇美D-180为19400元,上涨1400元。镇江奇美PA-757K为19800元,上涨1300元。进口ABS报价在19300-20200元。其中,我国台湾奇美757为20300元,上涨1500元。韩国LG HI-121为19300元,上涨1500元。英力士苯领GP-22为19500元,上涨1500元。本周市场在利好的加持下延续亮眼表现。上游方面,国际原油及苯乙烯单体双双上扬,为成本注入了相当的支撑;供应方面,石化厂家货源依旧不多,加上镇江奇美降负生产,加剧了紧张局面;需求方面,“双十一”的来临,促进了终端消费品的增加。贸易商炒作愿望强烈,封盘惜售者居多。由此可见,短期内的ABS市场可能将维持高位运行。 外盘行情:亚洲市场最新报价在2050-2055美元/吨(CFR中国),1940-1945美元/吨(CFR东南亚),均大涨100美元/吨。
工程塑料 多数上涨 其中PC一日千里。PA6,泰国宇部1013B为16500元;日本帝斯曼1010C2为22500元。PA66,日本旭化成1300S为33000元;德国巴斯夫A3EG6为33000元。PC,科思创2805为23800元,上涨3800元;台化出光IR2200为22000元,上涨3000元。POM,韩国可隆K300为14500元,上涨500元;泰国三菱F20-03为16800元,上涨1800元。PMMA,我国台湾奇美CM205为17400元,上涨400元。LG化学IF850为17400元,上涨900元。
|








|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
- 汽车后视镜支架
- 2019-03-15 162
- Vydyne®R860BK02是通用的玻璃纤维和矿物增强PA66树脂,与未增强的PA66相比,玻璃纤维和矿物增强的泛达树脂具有更高的热变形温度,抗蠕变性和更好的尺寸稳定性
- 阅读全文
汽车后视镜支架

1-Vydyne®R860BK02是通用的玻璃纤维和矿物增强PA66树脂
2-与未增强的PA66相比,玻璃纤维和矿物增强的泛达树脂具有更高的热变形温度,抗蠕变性和更好的尺寸稳定性
2-与未增强的PA66相比,玻璃纤维和矿物增强的泛达树脂具有更高的热变形温度,抗蠕变性和更好的尺寸稳定性
3-Vydyne®R860BK02对各种化学品具有良好的耐化学性,包括汽油,液压油和大多数溶剂
4-Vydyne R860 BK02可成功用于各种注塑工程应用。典型零件包括汽车夹,散热器护罩,风扇和镜架; 电气连接器,外壳和线轴; 和工业应用,如齿轮,轴承壳,盖子和外壳。
镜架是镜子组件的关键部件。为了获得卓越的零件性能,支架必须最大限度地减少振动并承受苛刻的装配在某些应用中,对金属的粘附也是必要的。Vydyne R860为应用带来了强度,刚度,阻尼特性和金属附着力的最佳平衡。泛达PA66树脂比聚酯,锌和镁更具成本效益
收起
- 汽车风扇罩
- 2019-03-18 145
- Vydyne® R860 BK02 是通用的玻璃纤维和矿物增强树脂,材料耐温性好、耐化学性好
- 阅读全文
汽车风扇罩
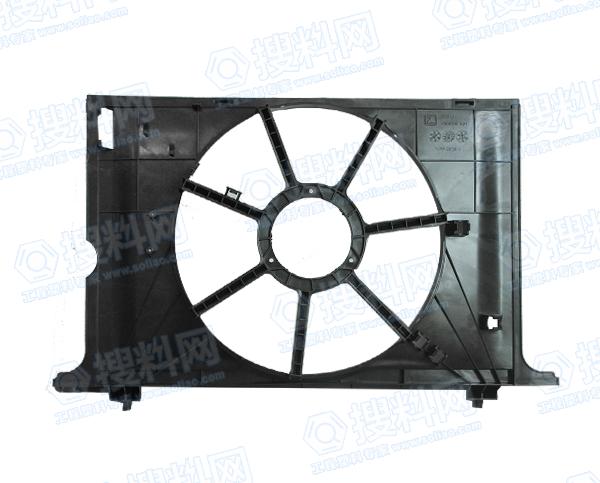
1-Vydyne® R860 BK02 是通用的玻璃纤维和矿物增强树脂
2-与未增强的PA66相比,玻璃纤维和矿物增强的树脂具有更高的使用温度,抗蠕变性和更好的尺寸稳定性。
2-与未增强的PA66相比,玻璃纤维和矿物增强的树脂具有更高的使用温度,抗蠕变性和更好的尺寸稳定性。
3-材料产品可采用黑色涂层,也经过润滑处理,可改善流动性,并提供卓越的表面外观
4-Vydyne® R860 BK02可成功用于各种塑料工程应用,典型的零件包括汽车夹,散热器护罩,风扇和镜架,电气连接器,外壳和线轴
4-Vydyne® R860 BK02可成功用于各种塑料工程应用,典型的零件包括汽车夹,散热器护罩,风扇和镜架,电气连接器,外壳和线轴
风扇罩是冷却系统中的关键部件。刚度,尺寸稳定性和耐温性对于保持风扇到散热器的定位至关重要。 Vydyne PA66的自然阻尼特性有助于消除导致NVH问题的振动。此外,PA66的耐化学性消除了典型汽车化学品的问题
收起
- 汽车冷却风扇
- 2019-03-18 69
- Vydyne® R530H是通用的,热稳定,抗水解,30%玻璃纤维增强PA66树脂,尺寸稳定性好、耐化学性好
- 阅读全文
汽车冷却风扇

1-Vydyne® R530H是通用的,热稳定,抗水解,30%玻璃纤维增强PA66树脂
2-材料对包括汽油、液压油和大多数溶剂在内的各种化学品具有良好的耐化学性
2-材料对包括汽油、液压油和大多数溶剂在内的各种化学品具有良好的耐化学性
3-Vydyne® R530H是热稳定的,以最大限度地减少聚合物在使用中暴露于高温下的氧化降解
4-Vydyne® R530H已用于几种发动机罩下的汽车应用。抗水解性能使其成为散热器端部水箱和加热器芯应用的理想选择。
4-Vydyne® R530H已用于几种发动机罩下的汽车应用。抗水解性能使其成为散热器端部水箱和加热器芯应用的理想选择。
收起
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付