


























物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表

邮件发送/他人
| 牌号简介 About |
|---|
| Ultrason® S 2010 G6是一个30%玻璃增强,中等粘度注塑成型PSU级,具有高刚性和强度。典型应用包括电路制动器零件、灯座、隔热板、叶轮和打印机墨盒。 Ultrason S 2010 G6 is a 30% glass reinforced, medium viscosity injection molding PSU grade with high rigidity and strength. Applications Typical applications include circuit braker parts, lamp holders, heat shields, impellers, and printer cartridges. |
产品描述 Product Description
厂家:德国巴斯夫 BASF
类别:PSU PSU
用途:电气元件;印刷机零件;
加工条件:注射成型 Injection Molding
性能特点: 防火阻燃等级V-1; 防火阻燃等级V-0; 机械强度好; Good Rigidity,V-1,V-0
填料:玻璃纤维 30
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.46 | g/cm³ | ISO 1183 |
|
熔体体积流动速率 Melt Volume Rate |
|||
|
360℃,10 kg 360℃,10 kg |
30.0 | cm³/10min | ISO 1133 |
|
收缩率 Shrinkage rate |
ISO 294-4 | ||
|
TD TD |
0.46 | % | ISO 294-4 |
|
MD MD |
0.29 | % | ISO 294-4 |
|
吸水率 Water absorption rate |
|||
|
饱和,23℃ Saturation, 23 ℃ |
0.60 | % | ISO 62 |
|
平衡,23℃,50% RH Equilibrium, 23 ℃, 50% RH |
% | ISO 62 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
ISO 179 | ||
|
-30℃ -30℃ |
kJ/m² | ISO 179 | |
|
23℃ 23℃ |
kJ/m² | ISO 179 | |
|
简支梁无缺口冲击强度 Charpy Unnotch Impact strength |
ISO 179 | ||
|
-30℃ -30℃ |
kJ/m² | ISO 179 | |
|
23℃ 23℃ |
kJ/m² | ISO 179 | |
|
悬臂梁缺口冲击强度 Impact strength of cantilever beam notch |
ISO 180 | ||
|
-30℃ -30℃ |
kJ/m² | ISO 180 | |
|
23℃ 23℃ |
kJ/m² | ISO 180 | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature |
|||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
℃ | ISO 75-2/A | |
|
线性热膨胀系数 Linear coefficient of thermal expansion |
|||
|
MD MD |
1/℃ | ||
|
相对温度指数 Relative temperature index |
|||
|
电气性能 Electrical performance |
UL 746 | ||
|
1.6 mm 1.6 mm |
℃ | UL 746 | |
|
3.0 mm 3.0 mm |
℃ | UL 746 | |
|
强度机械性能 Strength mechanical performance |
UL 746 | ||
|
冲击机械性能 Impact mechanical performance |
UL 746 | ||
|
1.6 mm 1.6 mm |
℃ | UL 746 | |
|
3.0 mm 3.0 mm |
℃ | UL 746 | |
|
电气性能 Electrical performance |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
表面电阻率 Surface resistivity |
ohms | IEC 60093 | |
|
体积电阻率 Volume resistivity |
ohms·cm | IEC 60093 | |
|
介电强度 Dielectric strength |
kV/mm | IEC 60243-1 | |
|
介电常数 Dielectric constant |
IEC 60250 | ||
|
100 Hz 100 Hz |
IEC 60250 | ||
|
1 MHz 1 MHz |
IEC 60250 | ||
|
耗散因数 Dissipation factor |
IEC 60250 | ||
|
100 Hz 100 Hz |
IEC 60250 | ||
|
1 MHz 1 MHz |
IEC 60250 | ||
|
相比漏电起痕指数 Compared to the leakage tracing index |
V | IEC 60112 | |
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
阻燃等级 Flame retardant level |
UL 94 | ||
|
1.60 mm 1.60 mm |
UL 94 | ||
|
3.00 mm 3.00 mm |
UL 94 | ||
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
|||
|
23℃ 23℃ |
MPa | ISO 527-2 | |
|
拉伸强度 tensile strength |
|||
|
断裂,23℃ Fracture, 23 ℃ |
MPa | ISO 527-2 | |
|
拉伸应变 Tensile strain |
|||
|
断裂,23℃ Fracture, 23 ℃ |
% | ISO 527-2 | |
|
球压硬度 Ball hardness |
MPa | ISO 2039-1 | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
|
【新闻资讯】查看全部
浅谈修复模具的办法有哪些
2016-08-08 提高模具的使用寿命和精度。缩短模具的制造周期,是许多企业急需解决的技术问题,但在模具使用过程中经常会出现塌角、变形、磨损、甚至折断等失效形式。因此,对模具的修复也是必要的。修复模具的方法很多,如电火花工艺、氩弧焊修复、激光堆焊技术、电刷镀方法。 分析研究,找出造成塑件缺陷的原因后提出补救方法。因为成型条件容易改变,所以一般的做法是先变更成型条件,当变更成型条件不能解决问题时,才考虑修理模具。 修理模具更应慎重,没有十分把握不可轻举妄动。其原因是一旦变更了模具 |
|
浅谈修复模具的办法有哪些 提升模具的使用期限和精密度。减少模具的生产制造周期时间,是很多公司迫切需要的技术性难题,但在模具应用全过程中常常会出現塌角、形变、磨坏、乃至断裂等无效方式。因而,对模具的修复也是必需的。修复模具的方式许多,如火花放电加工工艺、氩弧焊机修复、激光器喷焊技术性、刷镀方式。 剖析科学研究,找到导致塑料件缺点的缘故后明确提出挽救方式。由于成形标准非常容易更改,因此 一般的作法是先变动成形标准,当变动成形标准不可以解决困难时,才考虑到维修模具。 维修模具更应谨慎,沒有十分掌握不能耍花招。其缘故是一旦变动了模具标准,就不可以再作大的更新改造和恢复正常。 氩弧焊机修复 利用持续送入的焊条与产品工件中间点燃的电孤作热原,由焊炬喷头喷出来的汽体维护电孤来开展焊接的。现阶段氩弧焊机是常见的方式,可适用绝大多数关键金属,包含碳素钢、碳素钢。融化极可塑性气体保护焊适用不锈钢板、铝、镁、铜、钛、锆及镍基合金,因为价格便宜,被普遍用以模具修复焊,但焊接热危害总面积大、点焊大等缺陷,现阶段在精细模具修复层面已逐渐补激光焊所替代。 刷镀修复 刷镀技术性是选用一种专用型直流稳压电源机器设备,开关电源的正级接镀笔,做为电刷镀时的阳极氧化;开关电源的负级接产品工件,做为电刷镀时的负极,镀笔一般 选用高纯度细石墨块做为阳极氧化原材料,石墨块外边裹上棉絮和耐磨损的涤纶套。工作中时,开关电源部件调节到适合的工作电压,并使浸满镀液得镀笔以一定的相对速度速率在被修复产品工件表层触碰的位置,镀液中的金属正离子在电场力的功效下外扩散到产品工件表层上,表面层得到电子器件转变成金属分子,进而这种金属分子堆积结晶体产生涂层,也就是在被修复塑胶模具凹模工作中表面得到所必须的匀称冲积物。 激光器喷焊修复 激光焊是利用功率大的相关可见光子流聚焦点而成得激光为热原开展的焊接。这类焊接方式一般 有持续输出功率激光焊和脉冲功率激光焊。激光焊优势是不用在真空泵中开展,缺陷则是穿透性比不上电子束焊机强。激光焊时要开展精准的动能操纵,因此能够完成精细元器件的焊接。它能运用于许多金属,尤其是能处理一些难焊金属及不一样的金属的焊接。现阶段已广范用以模具的修复。 光焊是利用功率大的相关可见光子流聚焦点而成得激光为热原开展焊接。这类焊接方式一般 有持续输出功率激光焊和脉冲功率激光焊。激光焊优势是不用在真空泵中开展,缺陷则是穿透性比不上电子束焊机强。激光焊时要开展精准的动能操纵,因此能够完成精细元器件的焊接。它能是用以许多金属,尤其是能处理一些难焊金属及不一样的金属的焊接。现阶段已广范用以模具的修复。 来源于:外太空模具网 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
- 锁保险丝座和断路器外壳
- 2019-03-26 0
- Ultrason® S 2010 G6是一个30%玻璃增强,中等粘度注塑成型PSU级,材料具有高强度、高刚性
- 阅读全文
锁保险丝座和断路器外壳
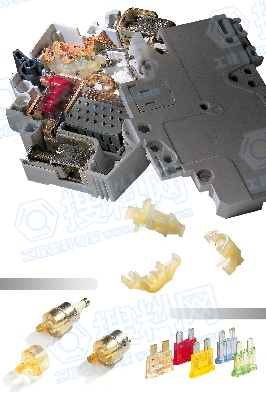
1-Ultrason® S 2010 G6是一个30%玻璃增强,中等粘度注塑成型PSU级
2-熔体体积流动速率(360℃/10.0 kg),cm³/10min
2-熔体体积流动速率(360℃/10.0 kg),cm³/10min
3-拉伸模量(23℃),8900MPa
4-简支梁无缺口冲击强度( 23℃),40 kJ/m²
在电气和电子市场上,PSU和PESU对断路器的锁闩仍有着健康的需求,其降低的蠕变趋势和高尺寸稳定性是这些塑料的重要价值。这里,使用了超声波S 2010 G6。Kunststoffe International提供全面的技术文章。
收起
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付