




























物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表
下载原厂物性表

邮件发送/他人
| 牌号简介 About |
|---|
| Celcon缩醛共聚物M25是一种高分子量、高韧性和抗冲击等级的共聚物,主要用于挤出和选定的注塑应用。符合ISO 1043-1的化学缩写:POM,请参见软管表C 2521。 Celcon® acetal copolymer grade M25 is a high molecular weight, higher toughness and impact resistance grade primarily used for extrusion and selected injection molding applications. Chemical abbreviation according to ISO 1043-1: POM Please also see Hostaform® C 2521. |
产品描述 Product Description
厂家:美国塞拉尼斯 Celanese
类别:POM共聚 Copolymer Polyformaldehyde
加工条件:挤出 Extrusion
性能特点: 高分子量; 韧性好; Good flexibility,High molecular weight
| 技术参数 Technical Data | |||
|---|---|---|---|
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
2460 | MPa | ISO 527-2/1A/1 |
|
拉伸强度 tensile strength |
ASTM D638 | ||
|
屈服 yield |
63.0 | MPa | ISO 527-2/1A/50 |
|
屈服,-40℃ Yield, -40 ℃ |
94.5 | MPa | ASTM D638 |
|
屈服,23℃ Yield, 23 ℃ |
60.7 | MPa | ASTM D638 |
|
屈服,71℃ Yield, 71 ℃ |
34.5 | MPa | ASTM D638 |
|
拉伸应变 Tensile strain |
|||
|
屈服 yield |
% | ISO 527-2/1A/50 | |
|
Tensile Creep Modulus(1 hr) Tensile Creep Modulus(1 hr) |
MPa | ISO 899-1 | |
|
拉伸蠕变模量 Tensile creep modulus |
|||
|
1000 hr 1000 hr |
MPa | ISO 899-1 | |
|
弯曲模量 Bending modulus |
|||
|
23℃ 23℃ |
MPa | ISO 178 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
|||
|
23℃ 23℃ |
kJ/m² | ISO 179/1eA | |
|
简支梁无缺口冲击强度 Charpy Unnotch Impact strength |
ISO 179/1eU | ||
|
-30℃ -30℃ |
kJ/m² | ISO 179/1eU | |
|
23℃,局部断裂 23 ℃, localized fracture |
kJ/m² | ISO 179/1eU | |
|
悬臂梁缺口冲击强度 Impact strength of cantilever beam notch |
|||
|
23℃ 23℃ |
kJ/m² | ISO 180-1A | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature |
|||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
℃ | ASTM D648 | |
|
1.8 MPa,未退火 1.8 MPa, unannealed |
℃ | ISO 75-2/A | |
|
熔融峰值温度 Melting peak temperature |
℃ | ASTM D3418 | |
|
熔融温度 Melting temperature 2 |
℃ | ISO 11357-3 | |
|
线性热膨胀系数 Linear coefficient of thermal expansion |
|||
|
TD TD |
1/℃ | ISO 11359-2 | |
|
MD MD |
1/℃ | ISO 11359-2 | |
|
电气性能 Electrical performance |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
体积电阻率 Volume resistivity |
ohms·cm | ASTM D257 | |
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
g/cm³ | ASTM D792 | |
|
密度 Density |
g/cm³ | ISO 1183 | |
|
熔体质量流动速率 Melt Flow Rate |
g/10min | ASTM D1238 | |
|
熔体体积流动速率 Melt Volume Rate |
|||
|
190℃,2.16 kg 190℃,2.16 kg |
cm³/10min | ISO 1133 | |
|
收缩率 Shrinkage rate |
ISO 294-4 | ||
|
TD TD |
% | ASTM D955 | |
|
MD MD |
% | ASTM D955 | |
|
TD TD |
% | ISO 294-4 | |
|
MD MD |
% | ISO 294-4 | |
|
吸水率 Water absorption rate |
|||
|
饱和,23℃ Saturation, 23 ℃ |
% | ISO 62 | |
|
平衡,23℃,50% RH Equilibrium, 23 ℃, 50% RH |
% | ISO 62 | |
|
Density of Melt Density of Melt |
g/cm³ | Internal Method | |
|
Specific Heat Capacity of Melt Specific Heat Capacity of Melt |
J/kg/℃ | Internal Method | |
|
Thermal Conductivity of Melt Thermal Conductivity of Melt |
W/m/K | Internal Method | |
| 备注 |
|---|
| 1 一般属性:这些不能被视为规格。 |
| 2 10°C/min |
|
【新闻资讯】查看全部 
网络化注塑机温度控制器的开发
2017-08-07 注塑机是加工塑料制品的主要设备之一,由于它能一次成型外形复杂、尺寸精确或带有金属嵌件的质地致密的塑料制品,而被广泛应用于机械、电力电子、汽车、建材、包装、国防、农业、文教卫生及人们日常生活的各个领域。我国是塑料制品生产大国,也是世界最大的注塑机生产销售国家。据中国塑料加工工业协会统计,2016年我国橡塑行业的工业产值年增长率已达到8%,同时市场对塑料产品的质量提出了更高的要求,然而我国高精密注塑机型仍主要依赖进口。 |
|
网络化注塑机温度控制器的开发 注塑机是生产加工塑胶制品的关键机器设备之一,因为它能一次成形外观设计繁杂、规格精准或含有金属材料镶件的材质高密度的塑胶制品,而被广泛运用于机械设备、电力电子技术、轿车、装饰建材、包裝、国防安全、农牧业、文教卫生及大家日常日常生活的各行各业。在我国是塑胶制品生产制造强国,也是世界上最大的注塑机生产加工我国。据我国塑料造粒行业协会统计分析,2016年在我国橡塑制品领域的工业总产值增长率已做到8%,另外销售市场对塑胶产品的品质明确提出了高些的规定,殊不知在我国精密加工注塑机型仍关键依靠進口。
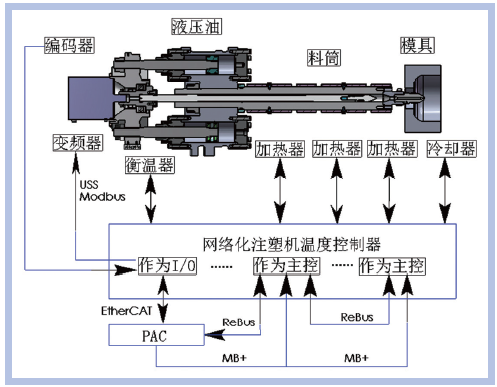
图1 商品功能分析平面图 注塑加工全过程是将热固性塑料或聚氨酯弹性体先在加温料筒中匀称熔融,随后由挤出机螺杆或柱塞泵肘节到合闭模貝凹模中,经制冷或加温定形后获得所需塑胶制品的成形全过程。温度控制是注塑机全过程控制中最重要的內容之一,在具体加工过程中必须处理下列难题: 因为溶体等被测目标情况的时转性、外部影响要素繁杂,造成 领域模型参数基本相同,非常容易造成超调和震荡、当场PID参数整定值時间太长,难以做到理想化的控制实际效果。另外,尽管齿轮油温度控制相对性单独,但其转变会危害液压传动系统的总流量及工作压力平稳与注入速率的可重复性,而模貝的温度转变则会危害产品的工艺性能和产品的成形周期时间。传统式注塑机在温度控制精密度、可靠性和耗能控制等层面还必须开展改善和提高。
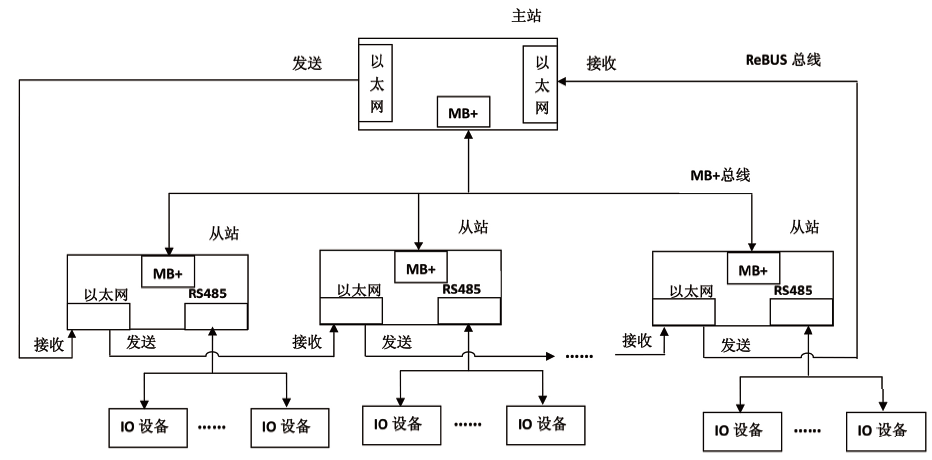
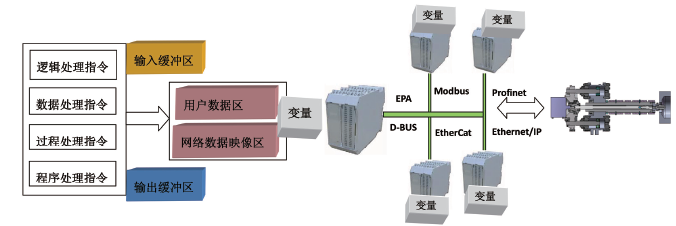
图2 D-BUS数据信息互动文件格式 对于之上难题,大家开发设计的“数字化注塑机温度控制器”是根据提升曲线图参数自整定值控制、神经细胞响应式PSD控制和模糊PID控制等技术性,精准平稳地精确测量和控制料筒温度、射嘴温度、齿轮油温度和模貝温度,以完成无超调、解藕合、抗干扰性、参数自整定值等控制作用,做到提高成形品质、提升生产率和节能减排的目地。在考虑各领域对塑胶制品人性化、精密化及其髙速、高效率、环保节能生产制造要求的另外,使国内注塑机走高端化、精密化路经,提升橡塑制品领域的自动化技术水准。 一、核心技术 为了更好地处理注塑机中温度控制的诸多难题,大家科学研究髙速系统总线技术性、高精密温度精确测量技术性、无超调参数自整定值控制技术性、多温区抗干扰性解耦控制技术性和可编程控制器控制技术性,开发设计D-BUS髙速系统总线,适用倍福的EtherCAT协议书,开发设计数字化注塑机温度控制器。在完成无超调、抗干扰性、去藕合和节能减排等温度控制作用的另外,又可以做为I/O控制模块与PAC互连,进行独立温度控制和輔助健身运动控制,完成详细的注塑机控制系统软件,做到减少产品成本、提高塑料件品质的目地。 (1)髙速系统总线技术性 髙速系统总线技术性,由环形以太网接口和RS485系统总线双网络架构构成的D-BUS髙速系统总线。环形髙速以太网接口ReBUS应用IEEE802.3以太网接口标准组成环形网络拓扑结构,髙速系统总线MB 选用1Mbps的RS485标准接口,根据双沉余互联网完成信息网络传送、常见故障探测与服务器集群。ReBUS环形以太网接口的通讯响应时间达到10us/100Bytes,考虑髙速健身运动控制对应用系统的高实用性规定。
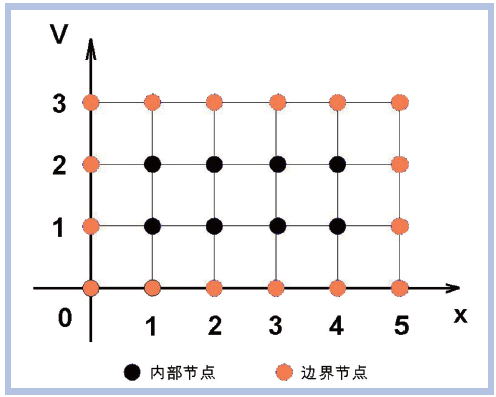
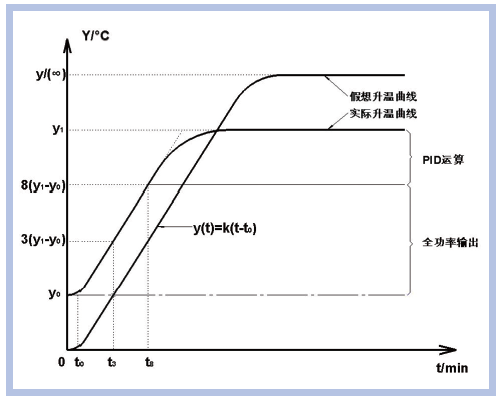
图3 x-y二维平面图网格图区划图 MB 网络架构选用主从关系通信方式,域名周期性地推送和读取数据,从站依据配备从报文格式特定部位载入键入数据信息,并回填土輸出数据信息,随后将报文格式传输至下一连接点,先后循环系统。当报文格式返回域名协调器时,完成了各从站及I/O的数据信息更新。 ReBUS系统总线选用环形网络拓扑结构,系统总线中机器设备假如出現常见故障将造成 环城路开裂,数据库同步报文格式没法抵达域名,而选用髙速MB 系统总线能完成常见故障探测与服务器集群,确保了互联网的高速性和可信性。 另外,D-BUS髙速系统总线适用与倍福的EtherCAT互连,促使数字化温度控制器可完成与倍福的工控电脑或I/O控制模块立即联接,可做为I/O融进注塑机控制系统软件的健身运动控制一部分。这类技术性不但能够 将温度参数做为健身运动控制的参照键入,还能够联接伺服电机、软启动器等感测器设备和执行器,为注塑机控制系统软件出示温度控制和I/O作用。 (2)高精密温度精确测量技术性 温度场线性拟合方式 完成热电阻冷端温度赔偿,仅根据三点温度的遍布变化趋势,创建由这三点明确的平面图上温度遍布的数学分析模型,并根据最小二乘的方式 解决试验数据信息,求取实体模型的未确定指数。创建二维平面图温度遍布数学分析模型,变量为已经知道的三点温度,函数值是以这三点为端点所明确矩形框平面图就任一点的温度值。针对热电阻的冷端布线端只处在一个平面图上的商品,只必须精确测量在其中三点的温度,就可以完成该平面图上全部安全通道的热电阻温度赔偿。 (3)无超调参数自整定值控制技术性 无超调参数自整定值PID控制方式 可处理加工工艺参数配备繁杂和温度过冲的难题。选用双PID环控制,内环线精确检验和控制发热圈的温度,二环路精确地检验和控制耐磨材料温度。选用提升曲线图法和Z-N公式计算来明确PID控制参数,即在耐磨材料从热态升高至预设值的全过程中创建数学分析模型,获得其动态性实体模型参数,应用一阶惯性力加纯落后实体模型来类似表明系统软件实体模型,当明确实体模型中的放大系数、纯落后時间和稳态值后,就可以依据Ziegler―Nichols经验公式定律求取PID的三个参数。 (4)多温区抗干扰性解耦控制技术性 选用神经细胞响应式PSD控制技术性解耦,相抵各温区的转变关系,使包括解耦控制器以内的理论目标传递函数变成对角阵,从而消除全过程中的藕合,使各温区控制系统软件变成单控制回路系统软件。对于注塑机料筒温度离散系统、时转性等特性,依靠神经元网络的可训炼性和构造实用性,授予其自适应力,能靠近其随意温区非线性函数,且不用精准的领域模型,完成起來简易便捷,可以考虑解耦控制规定。另外融合模糊PID控制优化算法开展控制,能不错地摆脱温度控制目标的落后难题,还能提升系统软件的控制精密度和抗干扰性。 (5)可编程控制器控制技术性 以控制器模拟量输入I/O为基本,参照IEC61499规范和IEC61131-3规范,根据无超调参数自整定值PID控制功能块、神经细胞响应式PSD控制功能块、模糊PID控制功能块,完成注塑加工全过程的无超调温度控制,根据可编程控制器的方法处理不一样原材料种类、多种多样加工工艺参数的配备难题,提升注塑机控制系统软件的开发设计高效率。 二、关键特性和自主创新之处 商品“数字化注塑机温度控制器”关键用以注塑机的料筒和射嘴温度控制、齿轮油温度控制和模貝温度控制,关键特性以下: (1)考虑工业生产级运用要求,商品根据电磁兼容测试检测、高低温试验脆化试验和極限安全防护检测,办公环境温度-40至85℃,环境湿度范畴95%不冷凝水; (2)数字化温度控制器材有CPU、网关ip、I/O与沉余控制作用,具备以太网接口、RS485和ZigBee通信协议,适用倍福的EtherCAT协议书,通讯周期时间≤1ms,模拟量输入I/O平稳時间10us/8安全通道; (3)计算机语言适用IEC61131和IEC61499规范,适用无超调PID控制参数自整定值、PWM和模拟量输入輸出、部位式和增加量式PID控制;温度控制精密度做到±0.1℃; (4)根据CE认证和RoHS验证,整体技术实力做到国际性优秀水准。
图 4 提升曲线图平面图 温度场线性拟合方式 完成热电阻冷端温度赔偿技术性、无超调参数自整定值控制技术性、多温区抗干扰性解耦控制技术性和可编程控制器控制技术性,提升了对注塑机温度的精确测量和控制精密度,根据温度参数可对注入時间和等级分类注入开展提升,促使注入成形加工工艺参数的选中更具有合理化,另外系统软件能够 响应式不一样的原材料种类和自然环境标准,大大缩短试件和修模的時间,减少产品成本,确保热塑性全过程的可靠性,明显提升塑胶制品的品质。无超调、解藕合、抗干扰性和参数自整定值是技术性特点和创新点。 三、市场的需求状况 在我国塑胶制品的总产量尽管早已稳居世界第二,但平均消耗量仅40KG,较英国、丹麦、法国等资本主义国家差别达5倍之多。因而,在我国塑胶制品和塑料机械设备的市场的需求还将再次提高,并有非常大的发展趋势室内空间。总体而言,在我国精细注塑工艺武器装备还处于发展环节,发展趋势室内空间非常大,精密加工产品市场的需求与日俱增,对精细注塑工艺机器设备与技术性的规定也持续提升。
图5 可编程控制器控制 IARTF 行业现状汇报显示信息,全球塑料造粒机械设备近些年的年平均销售量为100亿美金上下,在其中近70亿美金为国际贸易,不难看出塑料造粒机械设备在进出口贸易中是一支较为活跃性的能量。但在我国塑料造粒机械设备2016年的出口值还不上15亿美金,仅占全球塑料造粒机械设备出口值的10%。因为在我国的塑料造粒机械设备商品绝大多数处在仿造环节,现阶段仅能享有中低端和通用性销售市场,尽管在国际性内以便宜的价钱占有一定优点,但仍欠缺独立产权年限的关键技术和竞争能力。 本商品具备结构紧凑、作用全方位、方便使用、特性平稳等特性,专业对于橡塑制品应用领域要求,加强了通信网络、分布式系统可编程控制器控制、控制参数自整定值、无超调控制等作用。据大家可能,历经机电工程配套设施和建筑项目运用,本商品将在国外市场内以性价比高的优点立于不败之地,并且能够 取代进口商品。 来源于:荣格 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付