




























物性表自定义
公司信息及水印
公司信息及水印


下载中文物性表

下载英文物性表

邮件发送/他人
| 牌号简介 About |
|---|
| DURABIO™是一种生物基聚碳酸酯树脂,主要来源于植物性异山梨醇。与由双酚A制成的常规聚碳酸酯树脂相比,DURABIO TM具有高透明度,优异的光学性能和优异的耐刮擦性。其穿刺冲击性能与PC树脂相当。 DURABIO™是植物衍生的聚合物,但不可生物降解。它具有出色的耐用性,可用于各种应用,例如光学及能源相关组件,高性能玻璃组件的替代品,以及电子设备、汽车外壳、内部和外部装饰。 |
产品描述 Product Description
厂家:日本三菱 Mitsubishi
类别:PC Polycarbonate
用途:汽车内外饰件;汽车配件; 电子电气;
颜色:冰色
性能特点: 耐热性好; 硬度高; 低双折射; 透光性好; 生物可降解; Good Clarity,Good Hardness,Biodegradable,Heat Resistance, Good,Spun fiber
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.31 | g/cm³ | ISO 1183 |
|
吸水率 Water absorption rate |
|||
|
23℃,24hr 23℃,24hr |
0.2 | % | 内部方法 |
|
熔体体积流动速率 Melt Volume Rate |
|||
|
230℃,2.16 kg 230℃,2.16 kg |
10 | cm³/10min | ISO 1133 |
|
熔体质量流动速率 Melt Flow Rate |
|||
|
230℃,2.16kg 230℃,2.16kg |
13 | g/10min | ISO 1133 |
|
透光率 Transmittance |
|||
|
3 mm 3 mm |
92 | % | ISO 13468 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸模量 Tensile modulus |
MPa | ISO 527 | |
|
拉伸强度 tensile strength |
MPa | ISO 527 | |
|
拉伸应变 Tensile strain |
% | ISO 527 | |
|
弯曲模量 Bending modulus |
MPa | ISO 178 | |
|
弯曲强度 bending strength |
MPa | ISO 178 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
kJ/m² | ISO 179-1/1eA | |
|
简支梁无缺口冲击强度 Charpy Unnotch Impact strength |
ISO 179-1/1eU | ||
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature |
|||
|
1.8 MPa 1.8 MPa |
℃ | ISO 75 | |
|
0.45 MPa 0.45 MPa |
℃ | ISO 75 | |
|
线性热膨胀系数 Linear coefficient of thermal expansion |
|||
|
MD MD |
1/℃ | ISO 11359-2 | |
|
TD TD |
1/℃ | ISO 11359-2 | |
| 备注 | |||
|---|---|---|---|
| 暂无数据 | |||
|
【新闻资讯】查看全部 
工程塑料注塑后产生模垢?专家这样剖析缘由及对策
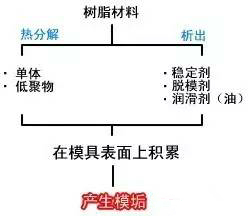
2015-12-24 1、模垢的形成 几乎所有热塑性塑料注塑成型时都会发生模垢。当最终产品的功能要求必须混入相关的添加物时(例如改质剂、防火剂等),成型过程中,这些添加物非常可能残留在模穴表面,导致形成模垢。 |
|
工程塑料注塑后产生模垢?专家这样剖析缘由及对策 1、模垢的产生 基本上全部热固性塑料注塑加工成型时都是会产生模垢。当最后商品的作用规定务必渗入有关的添加剂时(比如改质剂、防火剂等),成型全过程中,这种添加剂十分很有可能残余在模穴表面,造成 产生模垢。
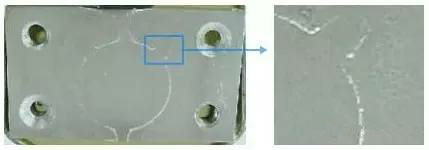
图:模垢实例(模垢就是指在模具表面上面有附属物进行析出的一种状况)
模垢的产生也有别的层面的缘故,最普遍的缘故以下: ▶原料的分解反应物质; ▶注入成型时,溶体流动性极端化的剪切应力; ▶不适度的排气管;
如上导致的模垢常常是不一样要素的组成物质,而且寻找发觉这种模垢到底是怎么回事导致及如何去防止,十分的不便,而且模垢在数日以后才会产生。
2、模垢的类型 1)各种各样防腐剂造成特殊类型的模垢。防火剂在高溫的时候会起反映,产生溶解并很有可能造成模垢商品。耐冲击剂在过多高溫或极端化剪切应力的危害下,将从高聚物中分离出来并残余在模穴表面产生模垢。 2)热固性工程项目塑料中的色浆在高溫下熔融,将减少成型原料的耐热性,結果导致溶解的高聚物和溶解的色浆组成产生模垢。 3)模具上尤其热的零件(如模仁),改质剂/安定剂和别的防腐剂很有可能粘附其表面并导致模垢。在这里情况下,务必采取一定的有效措施达到更强模具温控或应用尤其的安定剂。 下述报表列举导致模垢的很有可能缘故和防止产生对策:
3、忽然产生的模垢防范措施 假如忽然产生模垢,可能是因为成型标准的变动,或是由于拆换不一样批的成型原料。下述提议有利于改进模垢。 最先,精确测量熔胶溫度和看着查验熔胶是不是有溶解状况(如烧糊顆粒)。另外查验成型原料是不是有外界化学物质环境污染,是不是应用同样的消除原料。查验模具的排气管情况。 再度,查验运行的设备:应用染剂上色的成型原料(灰黑色以外),约二十分钟后关掉塑料机,拆卸喷头、联接座,若很有可能同挤出机螺杆一起拆卸,查验原料是不是有烧糊的顆粒,开展原料色调较为,快速找到模垢来源于。 在很多实例中发觉出让人诧异的模垢缺点缘故。此项技术性最适用较小的塑料机,较大 为40mm挤出机螺杆直徑。模垢的清除还使成型别的原料时,制品的质量获得确立改进。所述防范措施也适用有热流道系统的成型。 模具模垢造成 注塑加工制品外型缺点,尤其是有表面蚀纹的制品,可根据喷砂机喷砂解决开展制品表面修复。 4、模具的维护保养 应用所述全部对策没法清除模垢时,务必提升该模具维护保养和维护保养。 模具表面模垢产生前期较为非常容易消除,因而模穴和排气管安全通道务必定时执行清除和维护保养(比如在每次成型生产制造后)。长期不开展模具维护保养和维护保养,模具产生偏厚层模垢后消除十分艰难和用时。 注塑加工模具维护保养和维护保养常用的喷雾剂关键有:脱膜剂、防锈油、顶针油、胶痕去除剂、模具清洁剂等。 模垢的有机化学构成比较复杂,务必应用和试着新的方式消除,如一般有机溶剂和各种各样独特有机溶剂、烧烤箱喷雾剂、含咖啡碱的柠檬汁等。异类独特方法有应用清理实体模型路轨用硫化橡胶。 5、防止模垢的提议 应用热流道系统成型和热敏感原料时,溶体停留時间可能拉长,从而提升了原料溶解产生模垢的风险性。对注塑机螺杆开展清除。 成型剪切应力比较敏感的原料时应用规格很大的过流道和进胶口,多一点进胶口可降低流动性间距,低射出速率,减少产生模垢的风险性。 高效率的模具排气管可降低产生模垢的很有可能,在模具设计设定适度的模具排气管。全自动消除排放系统,或能随便除去模垢的排气管方法是最好的选择,排放系统的改进常常造成 模具上模垢的降低。 在模穴表面遮盖尤其的不粘镀层,可避免模垢的产生,应开展检测评定涂敷的实际效果。 模具内表面开展钛氮化合物解决可防止在模具上产生模垢。 来源于:鄄城县中孚模具厂官方网站 |
|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。


















 支付宝
支付宝 微信支付
微信支付