




























| 牌号简介 About |
|---|
| MAXIMID® 7255GM8是一种玻璃纤维/矿物填料,55%增强/填充MXD6-PA/PA66级。它适用于汽车、电子电器和消费品零件。 |
产品描述 Product Description
厂家:韩国工程 Korea Engineering
类别:PAMXD6/PA66 PAMXD6/PA66
用途:汽车领域的应用;电气/电子应用领域;消费品应用领域;
加工条件:注射成型 Injection Molding
填料:玻璃纤维/矿物 55
| 技术参数 Technical Data | |||
|---|---|---|---|
|
物理性能 PHYSICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
密度 Density |
1.71 | g/cm³ | ISO 1183 |
|
收缩率 Shrinkage rate |
|||
|
MD:3.0 mm MD:3.0 mm |
0.50 到 0.60 | % | 内部方法 |
|
吸水率 Water absorption rate |
|||
|
平衡,23℃,50% RH Equilibrium, 23 ℃, 50% RH |
0.21 | % | ISO 62 |
|
机械性能 MECHANICAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
拉伸强度 tensile strength |
195 | MPa | ISO 527-2 |
|
拉伸应变 Tensile strain |
|||
|
断裂 fracture |
1.4 | % | ISO 527-2 |
|
弯曲模量 Bending modulus |
MPa | ISO 178 | |
|
弯曲强度 bending strength |
MPa | ISO 178 | |
|
冲击性能 IMPACT |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
简支梁缺口冲击强度 Charpy Notched Impact Strength |
|||
|
23℃ 23℃ |
kJ/m² | ISO 179/1eA | |
|
热性能 THERMAL |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
热变形温度 Hot deformation temperature |
|||
|
1.8 MPa,未退火 1.8 MPa, unannealed |
℃ | ISO 75-2/A | |
|
熔融温度 Melting temperature |
℃ | DSC | |
|
阻燃性能 FLAME CHARACTERISTICS |
额定值 Nominal Value |
单位 Units |
测试方法 Test Method |
|
0.80 mm 0.80 mm |
UL 94 | ||
| 备注 | |||
|---|---|---|---|
| 暂无数据 | |||
|
【新闻资讯】查看全部 
双色注塑及其选材要点
2017-04-10 今天,工业产品和日常消费产品的款式造型千变万化,消费者希望产品设计精巧,外形美观,在满足市场需求的前提下,生产厂家也千方百计地提高生产效率和产品使用寿命,增加美观性和实用性。由此,双色注塑的产品应运而生。另一方面,创新的射出成型和模具结构设计技术也进一步推进了双色注塑的应用。 双色注塑简介 双色注塑(Bi-color injecti |
|
双色注塑及其选材要点 今日,工业品和日常消費商品的样式造型设计千姿百态,顾客期待设计产品精致,外观设计美观大方,在考虑市场的需求的前提条件下,生产商也想方设法地提升生产率和商品使用期限,提升美观大方性和应用性。从而,双色注塑的商品应时而生。另一方面,自主创新的射出去成型和模具设计设计方案技术性也进一步推动了双色注塑的运用。 双色注塑介绍 双色注塑(Bi-color injection),说白了,便是应用2个或2个之上注入系统软件,将不一样种类(或不一样色调)的塑料依次或另外注塑加工成型。双色注塑机与一般塑料机的不同点取决于,除开有两个料管以外,还必须能使模貝后模(多模光纤-旋转式)或凹模构件(多模-传动轴式)完成转动的组织。因而,双色模具在总体设计上的难度系数和正确度规定远超一般模貝。
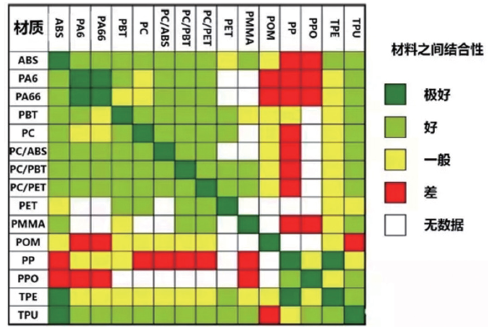
图1 型芯转盘式双色注塑机结构示意图 1-合模液压缸;2-熔融注入设备;3-料仓;4-前模;5-模貝旋转板;6-后模 因为制品设计方案和要求不一样,双色注塑机的成型加工工艺方式和成型全过程较为多元化。以普遍的型芯转盘式双色注塑机(见图1)为例子,成型全过程以下:1)合模,A原材料经A料管射进中小型腔中成型出一次商品;2)出模,动模版转动180度,合模,一次商品转到大中型腔中变成镶件;3)B原材料经B料管射进大中型腔中成型出两色商品,此外,流程1)顺利进行;4)出模压射两色商品,后模转动180度,合模,进行一次注塑加工周期时间。运用这一技术性,能够 提升生产率和商品的设计方案可玩性。软毛牙刷摇杆、汽车内饰件用的调整拨轮等都选用这类成型方式。 双色注塑选材重要 两色成型制品和冲压模具上面有许多必须留意的地区,假如两色的材料并不是同一种(不一样色调),那麼在选材上边也是有许多常见问题(见图2)。
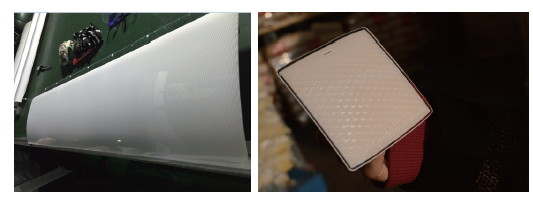
图2 双色注塑的选材常见问题 1、二种材料的熔化温度有一定的差别。先注塑加工的一次料熔化温度要高过后注塑加工的二次料,避免出现“冲花”状况,即二次射出去时,二次料溶体将已成型、干固的一次商品融化了。 2、二种材料务必有不错的相溶性,必需时还能够在基材上加设凹形槽、凸槽等以提升融合抗压强度。 3、双色注塑成型中模貝的过流道一般较为长,因而材料要具有不错的耐热性和生产加工流通性,防止成型全过程中在过流道内等待时间长导致溶解,造成丝条白心纹等外型欠佳。 4、产品设计和模具设计时要考虑到二种材料中间的收缩率差别,并融合材料的熔化温度等要素,开展选材。 双色注塑的运用 双色注塑的商品大概能够 分成下列几类种类。 1、产品功能必须一部分地区透光性。比如轿车电源开关、手机键盘、电脑键盘等。选材层面,全透明一部分一般为全透明PC,假如透光性地区总面积很大,还可以采用散光眼PC,提升透光性地区的层次感,让光源更温和。另一种材料能够 依据不一样的耐高温要求,挑选ABS或是PC/ABS,做为二次射出去的材料。 2、出示舒服的触感。比如软毛牙刷、电脑鼠标、专用工具摇杆、手机套、小玩具等选用软胶,改进触感。常见的软胶有TPU和TPE,硬胶一部分的选材较多,ABS、PC、PC/ABS、PP等。要依据熔化温度的高矮,明确成型的顺序。 3、商品一部分地区电镀工艺,一部分立即露出。普遍的有手机键盘、内饰件等,清理造型设计的另外能够 控制成本。电镀工艺一部分用ABS或PC/ABS,不用电镀工艺的一部分用PC或别的材料不可以电镀工艺的材料。 4、标示作用。比如两色功能键或外观件的Logo,外型美观大方的另外能够 防止Logo或标识符被磨擦掉。 5、提升设计感,另外提升制品表层的耐刮擦、耐老化能。比如轿车灯盖、仪表盘框、中控台控制面板、中央空调等家用电器机壳、电源开关功能键灯等。大部分制品造型设计全是“两层”的,里层用的是带颜色的材料,表面遮盖全透明PMMA或高耐侯PC。选用这类设计方案能够 根据最底层材料的色调和纹路设计方案完成许多出乎意料的外型实际效果。 运用案例共享 某知名品牌中央空调控制面板,设计方案为白料和全透明料两色成型,此外里层白料规定较高的细度,透光度规定为6%上下(1.4mm)。因为制品较为大,选材层面对材料的生产加工流通性和耐热性规定较高。表层材料采用全透明PMMA,里层材料试着了一般PC和耐高温ABS等计划方案,但一般PC的生产加工流通性不太好,且热应力过大造成 制品形变;耐高温ABS非常容易被PMMA冲融。最后,根据锦湖日丽高洁白PC202很切实解决了该难题。根据数次试着,最后里层材料采用了锦湖日丽高洁白PC202很切实解决了该难题。
PSA有几款车系的立杆板选用ABS(或ABS GF) PMMA双射注塑加工的方案设计。立杆板做为轿车外装饰件,PMMA做为表层材料,出示高亮度黑的外型和耐刮擦,耐阳光照射的特性,里层的ABS能够 出示断裂韧性,填补了PMMA变脆的不够。尽管二者的熔程较为贴近,成型温度均在240-250℃中间,但因为二者均为灰黑色,轻度的“冲熔”不危害外型且有利于提升结合性。
某知名品牌面板开关设计感十分强,里层选用含有闪动实际效果的塑可丽®PMMA/ABS铝合金MA300-M,表层应用全透明PC,出示耐刮擦和清亮感,双射页面中间的纹理使面板开关里层更具有层次感。因为PC溶点较高,先成型表层全透明PC,里层的MA300-M选用230℃成型。假如使制品的总体耐高温和冲击性抗压强度进一步提高,里层材料还能够应用一样具备亮丽外观设计的塑可丽® PC/ABSHAC-M,成型温度为240℃。
总结 伴随着注塑加工机械设备、模貝和自动控制系统技术实力的发展趋势,随着大家对注塑制品品质和外型的规定愈来愈高,双色注塑成型终将日臻健全,并获得更为普遍的运用。 来源于:荣格 |


|
【免责声明】 广州搜料信息技术有限公司保留所有权利。 此数据表中的信息由搜料网soliao.com从该材料的生产商处获得。搜料网soliao.com尽最大努力确保此数据的准确性。 但是搜料公司对这些数据值及建议等给用户带来的不确定因素和后果不承担任何责任,并强烈建议在最终选择材料前,就数据值与材料供应商进行验证。 |
抱歉!该牌号暂无认证数据。
价格走势图
开始时间:
结束时间:
材料厂家:
【牌号齐全,内容全面】
全网共2500+项牌号+上游原料单体+原油价格,最长可追溯近20年价格行情
【精准,及时,权威!】
专业团队挖掘行情信息,第一时间发布行情
抱歉!该牌号暂无认证数据。
免责声明:参考价格是搜料网根据网络大数据拟合分析的结果,仅供参考。实际成交价取决但不限于以下因素:下单时间,付款方式,交货方式,数量,税费,色号,产地,项目信息。
抱歉!暂无数据。
抱歉!暂无数据。












 支付宝
支付宝 微信支付
微信支付